





Soluzione di base per il sistema di trasporto pneumatico a pressione positiva a lunga distanza e ad alta quota
Il contesto del cliente: Come base di produzione alimentare leader a livello mondiale, lo stabilimento Unilever (Tianjin) mantiene requisiti estremamente severi per quanto riguarda l'automazione e gli standard igienici nel suo laboratorio di dosaggio dei condimenti. All'interno della linea di produzione, l'efficienza del trasporto dei materiali e il controllo della contaminazione incrociata sono fattori critici per garantire la qualità del prodotto.
1. Sfide tecniche e condizioni operative
Il progetto richiede il trasporto stabile ed efficiente delle principali materie prime in polvere ai successivi processi di produzione dopo la rimozione del ferro e la vagliatura. Le principali difficoltà tecniche comprendono:
Trasporto a lunga distanza e ad alta portata: Un percorso di trasporto di 120 metri con un sollevamento verticale di 18 metri rappresenta una sfida significativa per il mantenimento della pressione all'interno del sistema pneumatico.
Requisiti di alta capacità: Il sistema deve mantenere una capacità di trasporto stabile di 6 T/H. Eventuali pulsazioni di alimentazione potrebbero influire negativamente sulla precisione di dosaggio del mescolatore a valle.
Standard igienici rigorosi: Dato l'ambiente di lavorazione alimentare, le apparecchiature devono soddisfare standard eccezionalmente elevati di anticontaminazione e facilità di pulizia.
2. Soluzione Doebritz
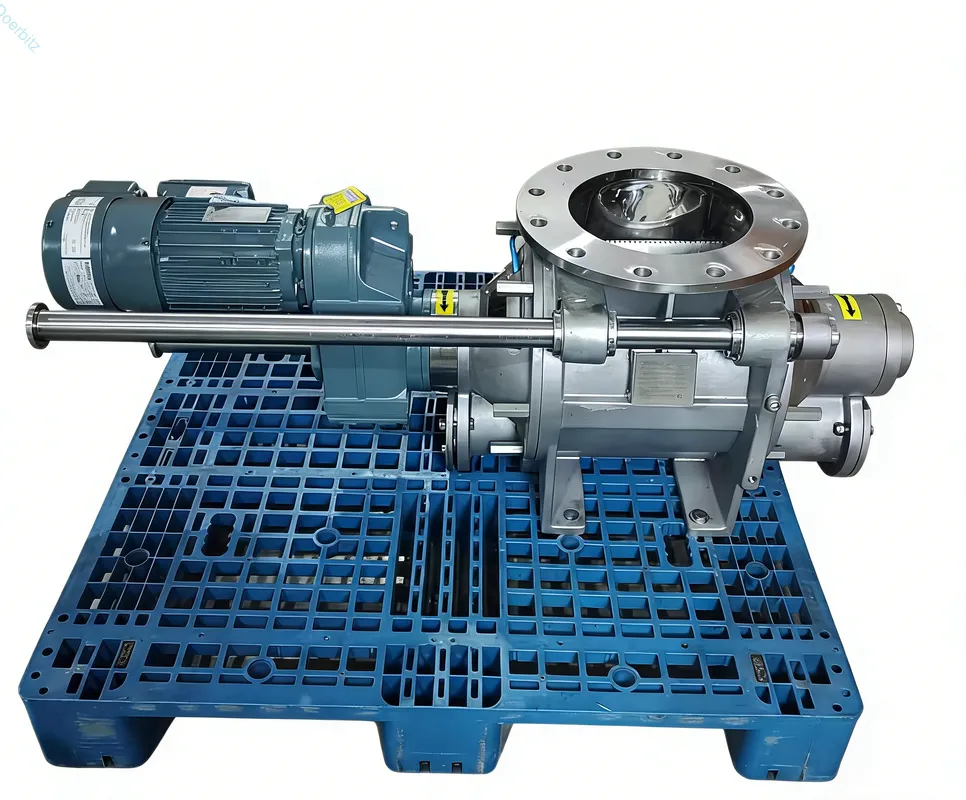
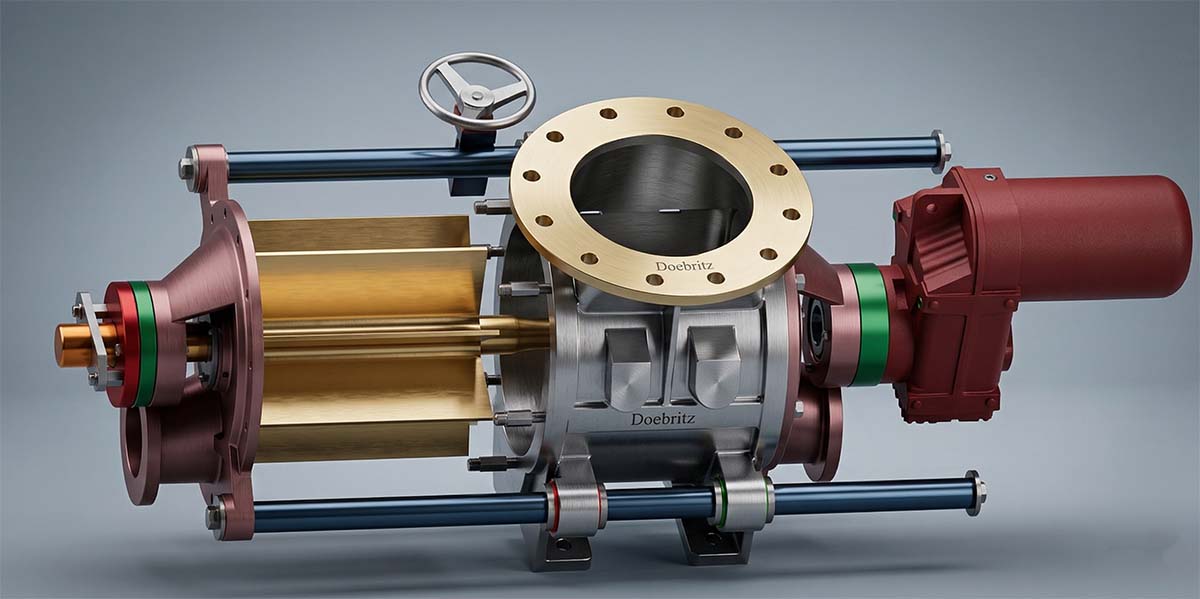
Doebritz ha personalizzato l'alta precisione Valvole rotanti per questo progetto, per fungere da “camera di compensazione” centrale e da dispositivo di alimentazione per il sistema di trasporto pneumatico a pressione positiva:
Sigillatura Airlock superiore: Per il trasporto a lunga distanza di 120 m, le valvole rotative Doebritz utilizzano un controllo estremamente preciso del gioco tra rotore e alloggiamento per ridurre in modo significativo le perdite d'aria, garantendo la stabilità della pressione in tutto il sistema a lunga distanza.
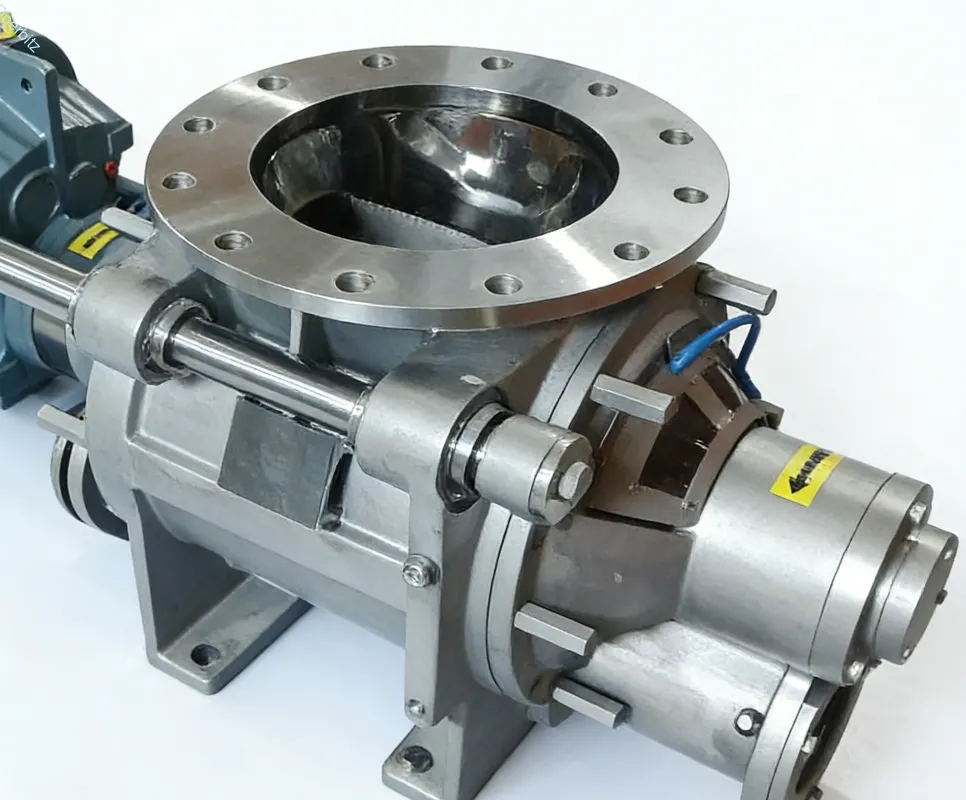
Materiali e artigianato di qualità alimentare: L'interno del corpo valvola è caratterizzato da una lucidatura di alta precisione ed è costruito con Acciaio inox 316L (conforme agli standard di sicurezza alimentare). In questo modo si elimina completamente il ristagno di materiale e si previene la crescita batterica o il deterioramento del materiale.
Design di alimentazione stabile: Il design ottimizzato delle pale del rotore garantisce un'uscita di materiale uniforme e senza impulsi a una portata elevata di 6 T/H, fornendo una base per una miscelazione precisa nel miscelatore di liquidi a valle.

3. Flusso del processo di progetto
Dosaggio automatico: Le materie prime sono accuratamente proporzionate in base alla formula.
Pre-trattamento: Le impurità vengono rimosse tramite deferrizzatori e vibrovagli.
Alimentazione del nucleo (valvola rotante Doebritz): I materiali entrano nella valvola rotante e vengono immessi senza problemi nella tubazione di trasporto, mantenendo la pressione del sistema.
Trasporto a pressione positiva: I materiali attraversano 120 metri in orizzontale e 18 metri in verticale.
Ricezione del terminale: I materiali entrano nel serbatoio di ricezione alto 18 metri e infine confluiscono nel miscelatore di liquidi.
4. Valore per il cliente e prova di forza
Grazie all'implementazione della tecnologia delle valvole rotanti di Doebritz, lo stabilimento Unilever di Tianjin ha raggiunto i seguenti obiettivi:
Nessun blocco di trasporto: Ha risolto i problemi di accumulo di materiale comuni nel trasporto a lunga distanza, migliorando la stabilità del sistema grazie a 30%.
Riduzione dei costi di manutenzione: L'elevata durata delle apparecchiature Doebritz prolunga in modo significativo i cicli di manutenzione, garantendo Produzione continua 24/7.
Benchmark di settore: Il successo dell'implementazione di questo caso dimostra il supporto ingegneristico e le capacità produttive di Doebritz, leader nel settore, per il trasporto pneumatico di prodotti alimentari che comportano distanze molto lunghe, capacità elevate e requisiti igienici rigorosi.