






O processamento de açúcar granulado sofre frequentemente de degradação grave do material, bloqueios de condutas e paragens de produção dispendiosas devido à sua natureza altamente higroscópica. Como Doebritz, Como fabricante profissional de válvulas rotativas para manuseamento de pós, vemos frequentemente os engenheiros das fábricas a debaterem-se com o dimensionamento incorreto do equipamento que derrete ou esmaga o açúcar durante o transporte. Uma e outra vez, as instalações tentam utilizar componentes padrão prontos a usar, apenas para enfrentar um entupimento catastrófico da linha quando a humidade ambiente aumenta. Partilhamos a nossa experiência de engenharia testada no terreno para resolver estes problemas operacionais exactos e orientá-lo para uma arquitetura de manuseamento de materiais a granel ideal.
Um sistema de transporte pneumático em fase densa para materiais higroscópicos de açúcar granulado é a solução definitiva de engenharia, porque utiliza alta pressão e baixa velocidade para mover partículas sensíveis em slugs sólidos, prevenindo completamente a fusão induzida pela humidade e o estilhaçamento das partículas. Ao manter o material numa massa densa e coesa em vez de o suspender numa corrente de ar caótica, o sistema limita drasticamente a área de superfície exposta à fricção da tubagem e ao ar de transporte.
Esta análise técnica compara os valores exactos de pressão, parâmetros de velocidade e especificações de hardware para o ajudar a conceber uma linha de transporte sem falhas. Ficará a conhecer os dados exactos necessários para eliminar a aglomeração, reduzir as despesas de manutenção e otimizar o processamento de material a granel para obter o máximo rendimento e um funcionamento contínuo.
Porque é que o açúcar granulado higroscópico se aglomera?
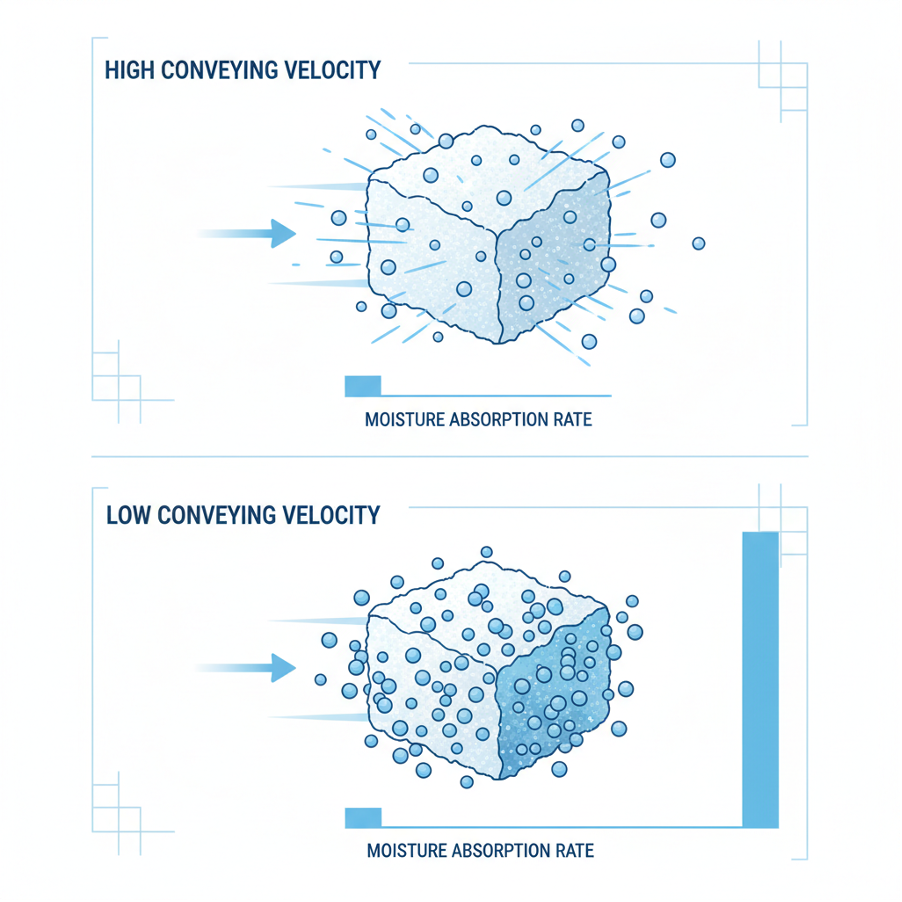
O açúcar granulado aglomera-se quando a humidade ambiente excede os limites críticos, provocando uma rápida absorção de humidade que funde as partículas sob a fricção de alta velocidade da tubagem.
O açúcar é excecionalmente sensível a factores ambientais e a alterações termodinâmicas. Quando a humidade relativa ultrapassa o limiar crítico, a camada exterior do cristal de açúcar começa a dissolver-se, atraindo o vapor de água do ar circundante para criar um xarope pegajoso a um nível microscópico. Se esta transição química ocorrer dentro de uma tubagem, o calor de fricção gerado por velocidades de transporte inadequadas exacerba exponencialmente o processo de fusão. Os cristais de açúcar fundem-se, arrefecendo numa massa dura como uma rocha, caramelizada, que se fixa às paredes da tubagem e acaba por bloquear toda a linha.
A solução reside no controlo rigoroso dos parâmetros internos de transporte e das condições ambientais da fábrica. Quando o açúcar granulado se move através de uma tubagem, a energia cinética das partículas que colidem com as paredes da tubagem converte-se em energia térmica. Como o açúcar tem uma capacidade térmica específica relativamente baixa, mesmo um ligeiro aumento na fricção pode fazer com que a temperatura localizada ultrapasse o limite estável. A melhor prática é monitorizar meticulosamente os limites de humidade e conceber o sistema para funcionar bem abaixo das zonas de perigo termodinâmico.
- Limiar de humidade crítica: >60% (ambiente perigoso) vs. <40% (ambiente de funcionamento seguro)
- Limite de temperatura de fricção: >30°C (risco elevado de fusão) vs. <25°C (estrutura cristalina estável)
- Teor de humidade aceitável: <0,05% por volume para um transporte seguro
- Aumento do coeficiente de fricção da tubagem: 45% mais elevado quando a humidade excede o limiar de segurança
- Tempo de bloqueio crítico: 12 minutos de funcionamento contínuo acima dos limites de temperatura seguros
A fase densa é melhor do que a diluída?
Um sistema de fase densa funciona a velocidades significativamente mais baixas e a pressões mais elevadas, reduzindo drasticamente a degradação do material para menos de um por cento em comparação com os métodos diluídos tradicionais.
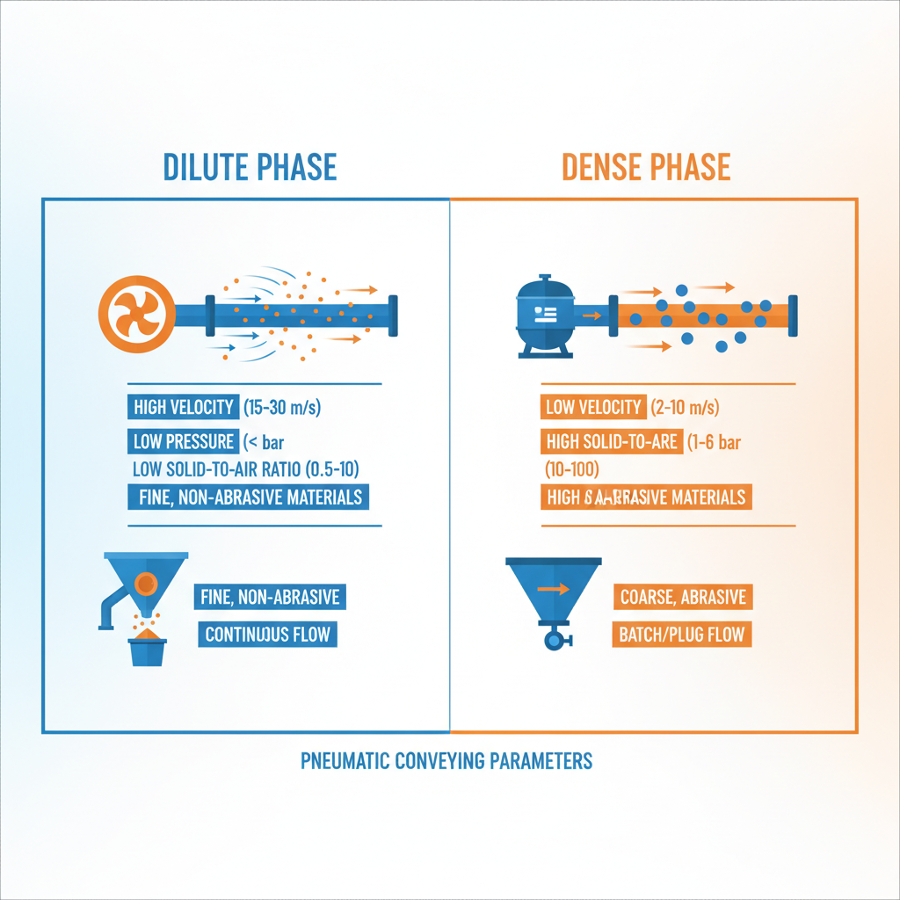
Os sistemas diluídos provocam uma fragmentação extrema das partículas porque o material está totalmente suspenso num fluxo de ar de alta velocidade. Nestas configurações, os cristais de açúcar batem em cotovelos de tubos, válvulas de desvio e caixas de válvulas rotativas com imensa força, gerando pó excessivo e alterando fundamentalmente a densidade aparente do produto final. A implementação de uma configuração de fase densa empurra o material em balas suaves e extrudidas, separadas por bolsas de ar comprimido. Este método baseia-se numa pressão controlada e não numa velocidade caótica, o que significa que os cristais de açúcar sofrem uma turbulência mínima, eliminando virtualmente a colisão entre partículas.
| Parâmetro operacional | Sistema de fase densa | Sistema de Fase Diluída | Impacto nos cristais de açúcar |
| Velocidade média de transporte | 2 a 5 m/s | 20 a 25 m/s | A alta velocidade provoca estilhaços graves |
| Pressão da linha de funcionamento | 2,0 a 4,0 bar | 0,5 a 0,8 bar | A pressão mais elevada empurra as balas suavemente |
| Taxa de degradação do cristal | <1% | 8% | Preserva a integridade e o tamanho do produto |
| Rácio de consumo de energia | 15% inferior | Linha de base | Reduz os custos operacionais a longo prazo |
| Taxa de desgaste da tubagem | 0,1 mm por ano | 1,5 mm por ano | Aumenta significativamente a vida útil do equipamento |
A diferença fundamental de engenharia reside na relação ar/pano e na taxa de fluxo volumétrico. Numa configuração de baixa velocidade, o material move-se como uma massa coesa única. Isto reduz a área de superfície de fricção, uma vez que apenas a camada exterior da bala de açúcar toca na parede do tubo.
Pelo contrário, os métodos diluídos expõem cada partícula à parede do tubo e umas às outras, multiplicando exponencialmente os pontos de fricção. Para um produto frágil e sensível à humidade como o açúcar, o manuseamento suave de uma configuração de baixa velocidade é uma necessidade absoluta para manter a qualidade do produto.
Como evitar a aglomeração da fase diluída?
A prevenção da aglomeração de açúcar em tubagens de transporte pneumático em fase diluída requer a instalação de desumidificadores de ar e a redução das velocidades dos ventiladores para minimizar a geração de calor induzida por fricção.
Se uma instalação tiver de manter temporariamente um sistema de alta velocidade existente antes de garantir o capital para a atualização, deve implementar imediatamente protocolos rigorosos de secagem do ar. Recomendamos o arrefecimento do ar de transporte a 15°C para contrariar o imenso calor gerado pela velocidade rápida. A prevenção da aglomeração de açúcar em tubagens de transporte pneumático em fase diluída implica também a instalação de secadores dessecantes de alta resistência na entrada do ventilador, para garantir que o ponto de orvalho do ar de transporte se mantém muito abaixo do ponto de congelação, eliminando toda a humidade ambiente antes de entrar em contacto com o açúcar.
Além disso, os operadores devem ajustar o variador de frequência dos seus sopradores para baixar a velocidade do ar o mais próximo possível da velocidade de saltação, sem provocar a queda do material em suspensão. Embora não seja possível parar completamente a degradação das partículas nesta configuração, baixar a velocidade do limite superior de 25 m/s até ao mínimo absoluto necessário para a suspensão pode reduzir o calor de fricção por uma margem mensurável. As inspecções regulares das condutas, a instalação de sensores de humidade em linha e a substituição de cotovelos padrão por cotovelos de varrimento de raio longo são medidas paliativas críticas.
Como resolvemos os bloqueios tropicais?
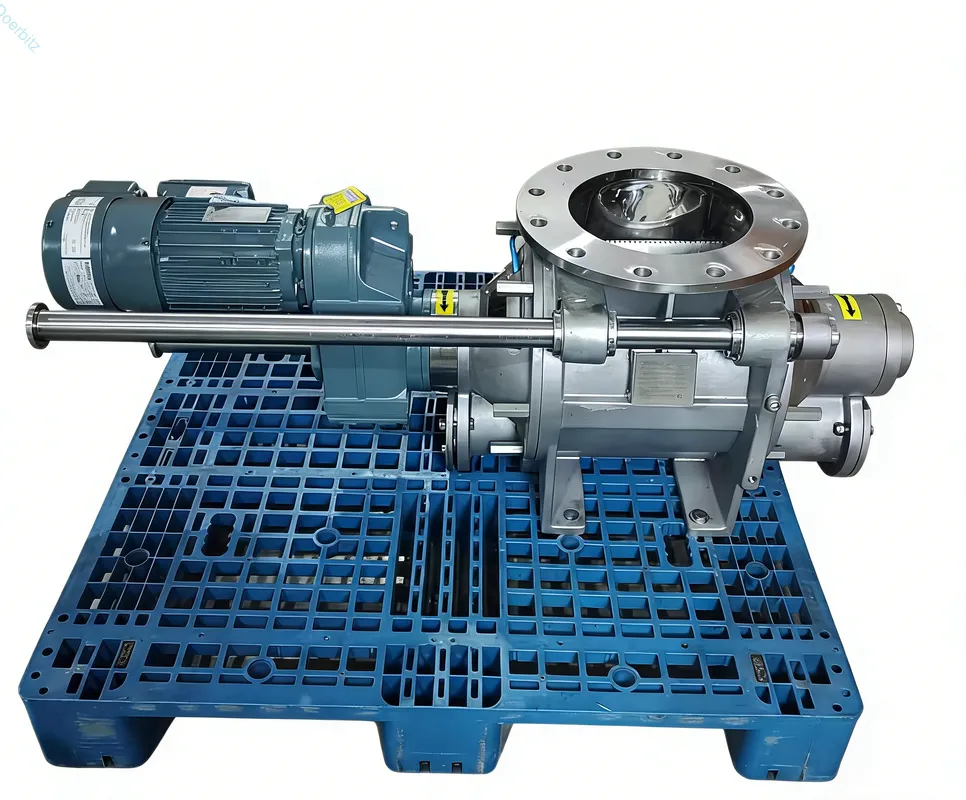
Ao implementar as nossas válvulas rotativas maquinadas com precisão e calibrar os controlos de pressão, a nossa equipa de apoio técnico eliminou graves bloqueios de condutas numa fábrica de confeitaria do Sudeste Asiático.
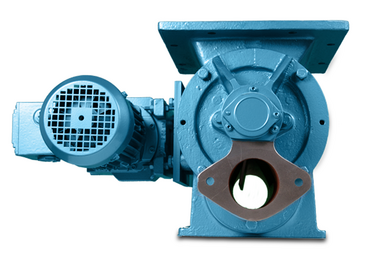
A major food processing client in Thailand faced constant line plugging due to extreme ambient humidity and a long, complex conveying distance. Their standard cast-iron valves leaked air continuously, causing massive pressure drops and sugar caramelization inside the housing. The excessive downtime was costing them thousands of dollars daily in lost production and maintenance labor. Doebritz technical support flew on-site to analyze the thermodynamic failures and redesign the feeding mechanism from the ground up. We installed our custom-engineered rotary valves and optimized the dense phase transmitter to handle the challenging tropical climate.
- Ambient Operating Humidity: 85% relative humidity year-round
- System Throughput: Upgraded to a stable 15 tons per hour
- Conveying Distance: 150 meters with 4 vertical lifts and zero mid-line pressure loss
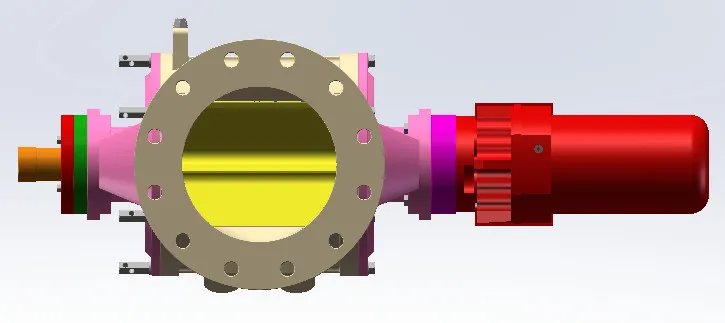
- Rotary Valve Clearance: Machined to an exact 0.1mm tolerance to prevent air leakage
- Downtime Reduction: Decreased from 14 hours per week to 0 hours
- Pressure Drop Improvement: Reduced leakage by 92% across the airlock
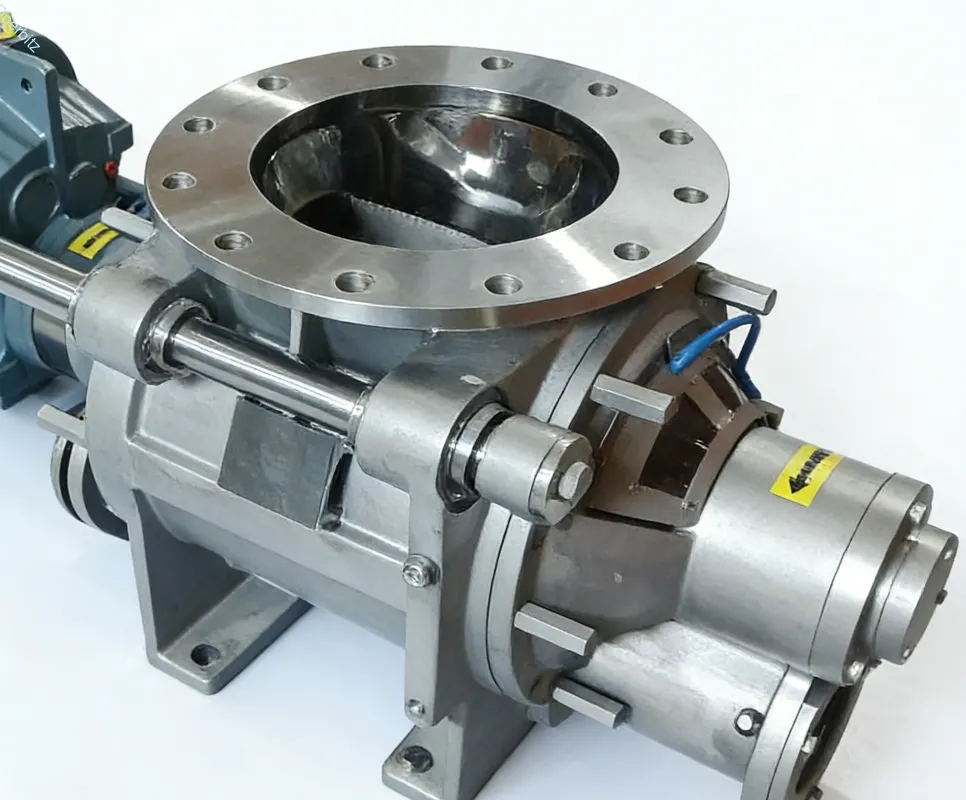
The core issue in Thailand was the blow-by air from their standard rotary valves. Because sugar is so hygroscopic, the warm, moist blow-by air traveled up into the feed hopper, pre-conditioning the sugar into a sticky state before it even entered the pipeline. By machining our rotors to an ultra-tight tolerance, we eliminated the upward air leakage. We also integrated a specialized venting system to redirect any residual displaced air away from the incoming product stream, transforming their entirely dysfunctional line into a highly efficient production powerhouse.
What Is The Best Conveying Equipment?
The optimal setup combines a low-velocity dense phase transmitter with precision-machined airlock rotary valves designed specifically for abrasive and moisture-sensitive food processing.
Standard equipment fails rapidly because sugar acts as a highly abrasive aggregate when crystallized and a stubborn, sticky paste when damp. The best pneumatic conveying equipment for sugar processing must utilize specific metallurgy and incredibly tight manufacturing tolerances. Finding the best pneumatic conveying equipment for sugar processing requires looking beyond initial capital expenditure and focusing on total cost of ownership, operational continuity, and sanitary compliance. Always specify food-grade certifications, robust bearing protection, and low-friction internal coatings to prevent material buildup.
| Hardware Specification | Standard Equipment | Optimized Doebritz Equipment | Engineering Advantage |
| Housing Material | Cast Iron | 316L Stainless Steel | Prevents corrosion and contamination |
| Rotor Clearances | 0.3mm | 0.1mm | Eliminates blow-by air and pressure loss |
| Surface Finish | Ra 1.6 | Ra 0.8 polished | Prevents sticky sugar buildup on walls |
| Bearing Placement | Inboard | Outboard | Protects bearings from abrasive sugar dust |
| Seal Purge System | None | 0.5 bar continuous air purge | Keeps shaft seals completely clean |
When you evaluate bulk material handling infrastructure, you must scrutinize the rotary valve above all other components. The valve is the heart of the feeding system. If the internal surface finish is too rough, the sugar will bridge and pack into the rotor pockets, reducing the volumetric efficiency of the valve and causing erratic feed rates. By polishing the internal surfaces to a mirror-like finish and implementing outboard bearings, we ensure complete pocket discharge at every revolution while protecting the mechanical components from abrasive dust ingress.
Achieving zero-downtime sugar processing is entirely dependent on strict parameter control and precision hardware. Upgrading your rotary valves and shifting to a low-velocity system will protect your product integrity and drastically reduce maintenance overhead. For specialized engineering support, custom valve sizing, and system optimization, contact our technical team directly at sales@rotaryvalveco.com.