





Les ingénieurs d'usine ont souvent du mal à moderniser les équipements dans les anciens bâtiments. Ils sont confrontés à de graves contraintes d'espace de tête, à de multiples virages à 90 degrés et à des blocages chroniques de matériel. Doebritz, fabricant professionnel de vannes rotatives pour la manutention des poudres, a passé des décennies à concevoir des solutions pour ces cauchemars spatiaux. Nous voyons des installations perdre un débit massif à cause d'une tuyauterie mal acheminée dans des coins étroits.
La conception d'un convoyeur pneumatique personnalisé pour les plans de sol irréguliers est une stratégie de routage et d'équilibrage de la pression. Elle utilise des coudes spécialisés, des rapports air/toile précis et des vannes rotatives personnalisées pour franchir les obstacles structurels sans sacrifier la vitesse du matériau.
Ce guide présente les calculs de pression exacts, les paramètres de rayon de courbure et les stratégies de modernisation réelles nécessaires pour optimiser la manutention de matériaux complexes. En appliquant nos données d'ingénierie, vous apprendrez à contourner les limitations structurelles et à réaliser un transfert de poudre sans faille dans n'importe quelle empreinte de bâtiment non standard.
Pourquoi les implantations irrégulières sont-elles à l'origine d'échecs ?
Les tracés irréguliers imposent des coudes multiples et des courbes serrées, ce qui augmente directement les frottements, la dégradation des matériaux et les pertes de charge dues aux frottements.
Chaque changement de direction dans une ligne de transport a un impact sur la vitesse du produit. Lorsque la tuyauterie doit contourner des colonnes de soutien existantes ou des plafonds bas, les hypothèses d'ingénierie standard échouent. Les angles morts dans les bâtiments en forme de L provoquent souvent une saltation du produit. Ce phénomène se produit lorsque la vitesse de l'air de transport tombe en dessous du seuil minimum requis pour maintenir les particules en suspension. Le matériau tombe hors du flux d'air et s'accumule au fond du tuyau jusqu'à ce que le système soit totalement bloqué.
Nous mesurons une chute minimale de la vitesse de transport de 15 m/s à travers des jonctions mal conçues. Ces chutes provoquent des pics de pression importants allant de 1,2 à 1,5 bar. Le système de soufflerie est alors immédiatement surchargé. Les installations subissent une perte d'efficacité de 20 % entièrement due aux coudes standard à rayon court installés dans des espaces restreints. Nous devons calculer ces points de résistance exacts pour éviter les blocages du système.
| Configuration du coude | Pénalité de perte de charge (psi) | Perte de vitesse (%) | Facteur de taux d'usure |
| Rayon 2D standard | 2.5 | 18 | Haut |
| Rayon de balayage 5D | 1.1 | 6 | Modéré |
| Engineered Long Sweep | 0.4 | 2 | Minime |
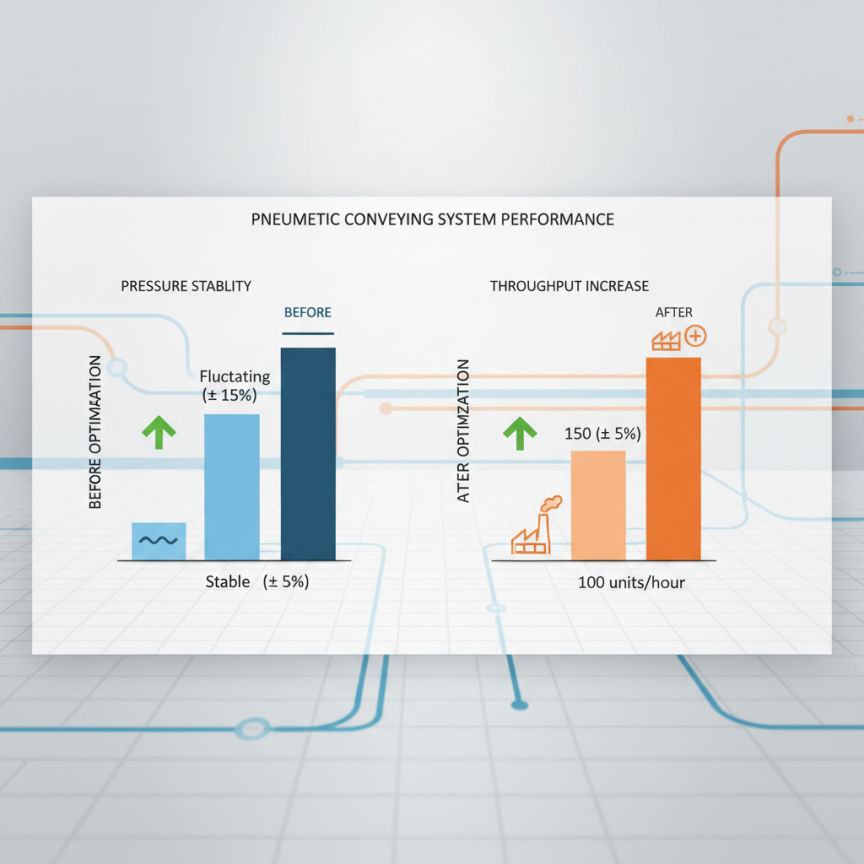
Comment l'adaptation des systèmes améliore-t-elle les performances ?
L'adaptation d'un système de convoyeur pneumatique à des configurations d'usine non standard permet de tirer parti de l'infrastructure existante tout en améliorant les jonctions d'acheminement critiques, ce qui réduit considérablement les temps d'arrêt de l'installation.
Les remplacements complets de systèmes sont rarement viables financièrement pour les installations irrégulières existantes. Les exigences en matière de démolition des structures rendent les nouvelles installations prohibitives. Un réaménagement ciblé corrige les défauts d'agencement hérités du passé sans nécessiter une reconstruction très coûteuse de l'installation. Nous identifions les goulets d'étranglement spécifiques et ne modernisons que les composants nécessaires.
Le passage d'une tuyauterie de 2 pouces à une tuyauterie de 4 pouces dans des couloirs spécifiques non standardisés augmente considérablement la capacité volumétrique. Cette expansion localisée diminue la vitesse de l'air tout en maintenant le différentiel de pression requis. Lorsque les clients recherchent les meilleurs convoyeurs pneumatiques personnalisés pour des aménagements d'usine uniques, ils ont en fait besoin de cette approche chirurgicale de modernisation. Nous avons récemment exécuté un plan de modernisation modulaire qui a permis de réduire le temps d'arrêt de l'installation de 21 jours à 48 heures seulement.
- 40 % d'économies sur les dépenses d'investissement par rapport au remplacement total du système
- Temps d'arrêt de l'installation de 48 heures contre 21 jours d'arrêt de l'installation
- Réduction de 30 % de l'encombrement grâce à l'utilisation de vannes de dérivation modulaires
- Récupération d'un débit de 50 tonnes/h en éliminant les points d'étranglement chroniques
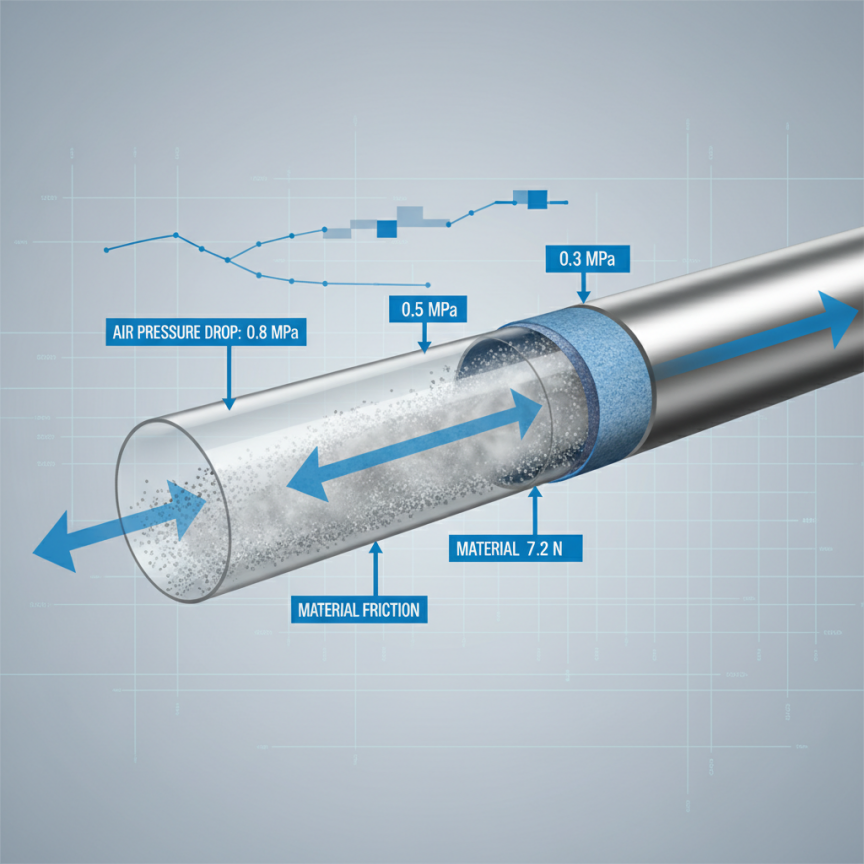
Qu'est-ce qui provoque les pics de chute de pression ?
Les pics de perte de charge se produisent lorsque l'air transporté rencontre des changements de direction soudains dans des configurations non standard, obligeant le ventilateur à travailler contre une résistance exponentiellement plus élevée.
Nous atténuons ce problème en calculant la longueur équivalente du tuyau pour chaque virage irrégulier. Un seul virage serré à 90 degrés équivaut à 10 mètres de résistance d'un tuyau droit. Lorsqu'un plan d'implantation impose quatre courbes de ce type sur une courte distance, le système se comporte soudain comme s'il était plus long de 40 mètres. Cette réalité mathématique dicte le dimensionnement des surpresseurs et le choix des vannes rotatives.
Comment avons-nous résolu le problème des mises en page complexes ?
En concevant une stratégie d'acheminement en plusieurs étapes avec des sas rotatifs personnalisés, nous avons contourné les obstacles structurels tout en maintenant des vitesses de transport constantes.
Une usine de traitement chimique en Allemagne nous a contactés au sujet du dioxyde de titane hautement abrasif. La disposition irrégulière de l'installation en forme de L nécessitait un ascenseur vertical de 12 mètres à travers une mezzanine encombrée de trois niveaux. Les systèmes pneumatiques standard tombaient en panne toutes les semaines. La poudre abrasive érodait les coudes serrés et l'élévation verticale nécessaire entraînait des chutes de pression massives. Cette configuration unique de l'usine a créé un désastre opérationnel permanent.
L'assistance technique de Doebritz a lancé un audit complet du site pour cartographier l'installation. Nous avons recalculé les paramètres de transport et ajusté la pression de la soufflerie de 0,8 bar à 1,2 bar. Nous avons ensuite conçu sur mesure l'itinéraire de la tuyauterie en utilisant des coudes à long rayon résistants à l'usure. Nous avons intégré nos vannes rotatives robustes aux points de transition critiques pour verrouiller la pression du système. Cette intervention concrète a permis d'éliminer le colmatage chronique dans un espace vertical très restreint. Nous avons atteint un temps de fonctionnement de 99,9 % et augmenté le transfert de matériaux de 25 tonnes par heure.
| Mesure de la performance | Avant l'intervention de Doebritz | Après la rénovation de Doebritz |
| Fréquence des blocages | 4 fois par semaine | 0 incidents |
| Pression de la ligne d'exploitation | 1,8 bar (instable) | 1,2 bar (stable) |
| Taux de transfert des matériaux | 15 tonnes par heure | 40 tonnes par heure |
| Consommation d'énergie | 75 kW par tonne | 42 kW par tonne |
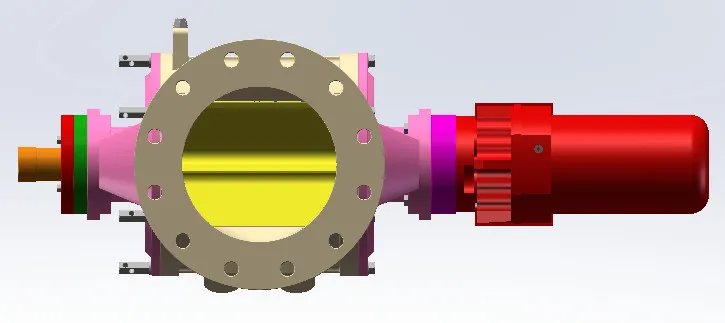
Quels étaient les goulets d'étranglement initiaux en matière d'ingénierie ?
Les principaux goulets d'étranglement étaient une hauteur libre très limitée de seulement 2,5 mètres et l'intersection d'anciens conduits de chauffage, de ventilation et de climatisation.
Nous avons conçu des vannes de dérivation à profil bas et des balayages à angle faible pour éviter ces collisions physiques. Lors de l'audit initial du site, nous avons utilisé un logiciel de détection des collisions spatiales. Cela nous a permis de modéliser la trajectoire exacte de la nouvelle tuyauterie. Nous avons enfilé les lignes de transport entre les conduits existants avec une précision millimétrique, en évitant toute modification structurelle du bâtiment lui-même.
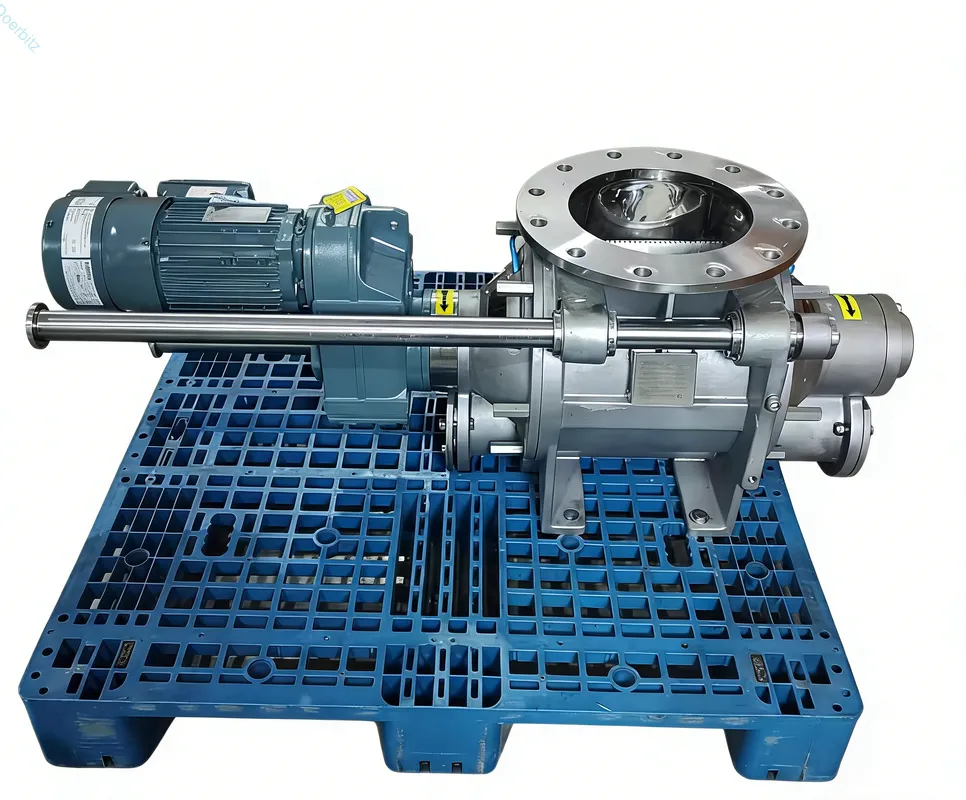
Pourquoi les vannes rotatives sont-elles cruciales ?
Les vannes rotatives constituent la limite de pression et le cœur de dosage du système, où des jeux précis dictent les taux de fuite d'air dans des circuits de tuyauterie très alambiqués.
Lorsque la géométrie des tuyauteries est compromise par la forme du bâtiment, le maintien de la pression du système devient le principal défi technique. Les vannes standard échouent dans les itinéraires complexes parce qu'une fuite d'air excessive fait chuter la pression en dessous du seuil de vitesse de saltation. Dans les espaces restreints, l'intégration d'une vanne compacte mais à haut rendement permet d'éviter le blow-by qui bloquerait les ascenseurs verticaux.
La configuration des palettes du rotor et le jeu du boîtier sont des paramètres critiques. Nous fabriquons nos vannes avec des jeux de rotor stricts de 0,1 mm. Cet usinage précis permet de réduire de 15 % les pertes d'air comprimé. Nous modifions également les dimensions des brides pour les adapter à des points de connexion non standard. L'adaptation d'un système de convoyage pneumatique à des configurations d'usine non standard repose entièrement sur cette capacité d'isolation de la pression.
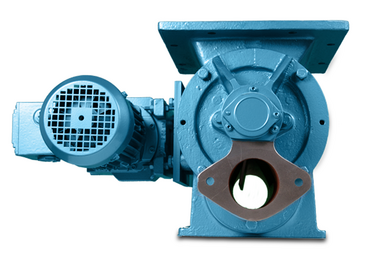
| Caractéristiques de la vanne | Vanne industrielle standard | Doebritz Custom Valve |
| Aubes du rotor | Configuration à 6 palettes | Décalage de 10 palettes |
| Dégagement du logement | 0,3 mm en moyenne | Précision de 0,1 mm |
| Pénalité pour fuite d'air | Élevé (perte de 20 %) | Minimale (moins de 5 %) |
| Profil de la bride | Encombrement standard | Ajustement personnalisé à profil bas |
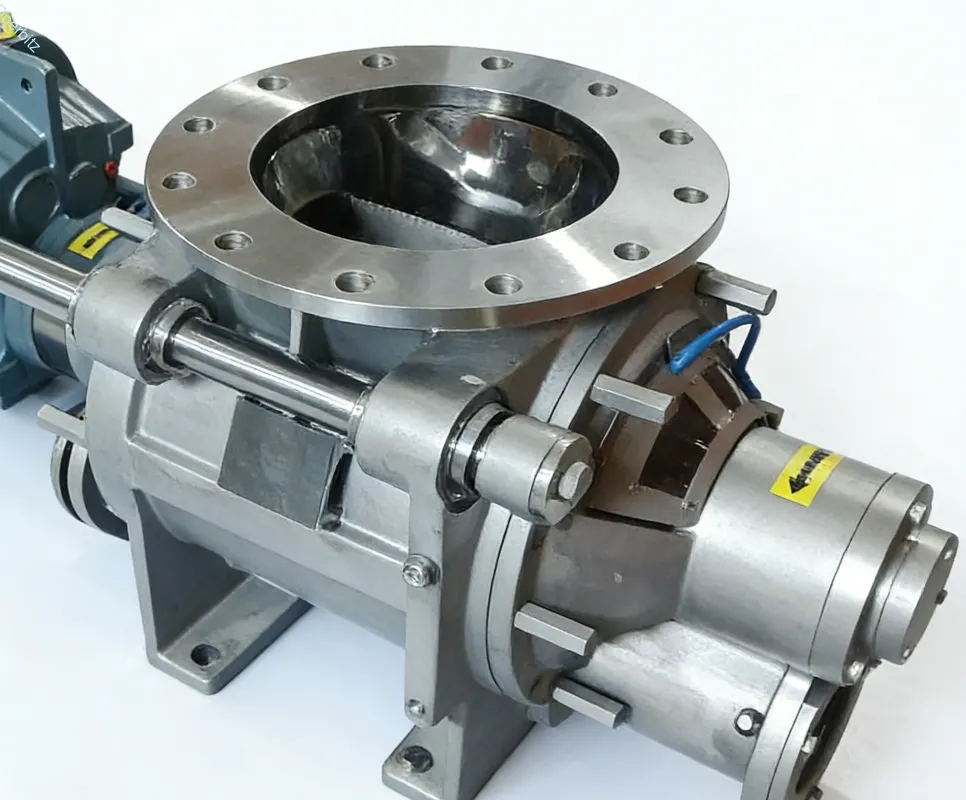
Quel type de rotor convient aux espaces restreints ?
Un rotor à 10 palettes en quinconce offre un mécanisme d'étanchéité optimal pour les jeux serrés, garantissant qu'au moins trois palettes restent en contact avec le boîtier à tout moment.
Nous utilisons cette géométrie spécifique pour bloquer la pression à travers des changements d'altitude non standard. Les rotors à grand nombre d'ailettes offrent un avantage mécanique supérieur dans les environnements à forte chute de pression. Ils compartimentent la voie de fuite d'air. Cela empêche l'air de transport pressurisé de remonter dans la trémie d'alimentation.
Comment commencer votre conception personnalisée ?
Pour réussir, il faut procéder à un audit rigoureux du site, à une cartographie spatiale précise et à des recalculs exacts de la perte de charge avant de fabriquer tout matériel.
Il n'est pas possible de deviner le chemin à suivre dans une disposition irrégulière. Nous demandons des essais par étapes pour valider les modèles théoriques par rapport à la dynamique réelle des flux de matières. Les risques de mise en œuvre d'une mauvaise planification comprennent des joints éclatés, des lignes bouchées et des pertes de production massives. Vous devez déterminer les contraintes physiques exactes et tester la densité apparente de votre matériau spécifique. Un partenariat avec un fabricant spécialisé comme Doebritz garantit que ces variables sont contrôlées mathématiquement.
- Numérisation laser en 3D de l'installation avec une précision de 2 mm
- Essai de pression différentielle en 5 points sur tous les changements d'élévation proposés
- Essai de charge continue sur 24 heures pour vérifier les limites de la dilatation thermique
- Validation à 100 % de la densité apparente et de la distribution granulométrique des matériaux
Comment transformer votre système de convoyage dès aujourd'hui ?
Naviguer dans une installation irrégulière ne signifie pas que vous devez accepter un débit de matériaux médiocre ou des blocages constants.
En contrôlant strictement les pertes de charge, en optimisant les rayons de courbure et en intégrant des vannes rotatives usinées avec précision, nous pouvons transformer n'importe quel plan d'étage chaotique en un itinéraire de transport hautement efficace. Nous avons prouvé que les modernisations chirurgicales sont plus performantes que les remplacements complets, tant en termes de coûts que de temps d'immobilisation.
Ne laissez pas les contraintes de construction dicter votre capacité de production. Pour une assistance technique approfondie, une analyse personnalisée de l'agencement et l'intégration de vannes rotatives adaptées à votre plan d'étage unique, contactez directement notre équipe d'ingénieurs à l'adresse sales@rotaryvalveco.com. Nous sommes prêts à cartographier votre installation et à concevoir une solution permanente.