





When handling extreme-heat powders, plant engineers face catastrophic rotary valve seizing. Pipeline warping and unpredictable pressure drops also destroy operational efficiency. As Doebritz, a professional powder handling rotary valve manufacturer, we see this often. We frequently witness facilities struggling to maintain uptime when standard equipment melts down. We are sharing our direct manufacturing expertise to solve these exact thermal bottlenecks. We know how to build systems that survive extreme environments. Thermal dynamics cannot be ignored in heavy industry.
The core of pneumatic conveying system design for materials above 300 degrees Celsius relies on strict mathematics. It requires calculating precise thermal expansion clearances. Engineers must adjust for reduced gas density. Selecting heat-immune sealing technologies is also absolutely mandatory. Standard components simply cannot handle the thermal stress. They warp, melt, and destroy entire production schedules.
This guide breaks down the exact mathematical parameters needed. We detail the phase selection criteria and mechanical adjustments required. These steps help you build the best pneumatic conveying systems for high-temperature materials. By reading this, you will learn how to engineer flawless thermal systems. You will finally eliminate costly heat-induced downtime forever. We provide the exact blueprints for thermal reliability.
Why Is High-Temperature Conveying Difficult?
Conveying materials above 300 degrees Celsius causes severe thermal expansion and alters gas densities drastically. Standard systems simply cannot survive this accelerated component wear. Heat causes metal expansion. It degrades standard sealing materials instantly. Standard carbon steel expands significantly under heat. This rapid expansion causes moving internal parts to collide violently. Standard elastomers and rubber seals melt completely. The entire system loses pressure and halts production immediately.
Implementing custom thermal tolerances and specialized alloys is the only viable solution.
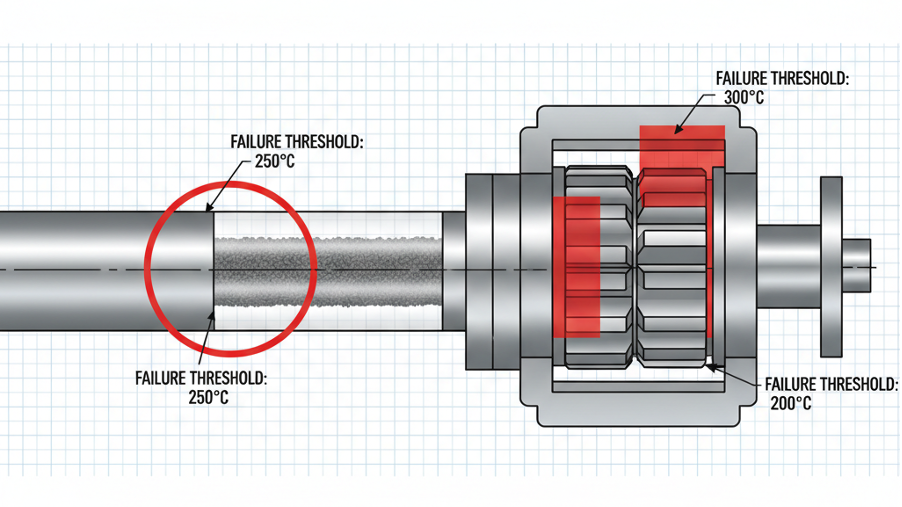
We must engineer every component to withstand extreme radiant heat. We regularly test materials to find their exact breaking points. Our engineering data shows exactly when standard parts fail. You cannot rely on ambient temperature specifications for extreme heat applications. Doing so guarantees catastrophic mechanical failure. Our data proves that specialized metallurgy is non-negotiable.
- Standard nitrile seals fail completely at 120 degrees Celsius.
- Standard bearing lubricants carbonize rapidly at 150 degrees Celsius.
- Carbon steel pipelines experience a linear expansion of 1.2 millimeters per meter.
- This expansion occurs for every 100 degrees Celsius rise in temperature.
- Unmodified rotary valves seize within 45 minutes of exposure.
- This seizing happens when handling 300 degrees Celsius bulk materials.
- System pressure drops increase by 35 percent at extreme temperatures.
- Standard rotor shafts warp by 0.8 millimeters under prolonged thermal stress.
- Paint and external coatings blister at exactly 200 degrees Celsius.
What Are Hidden Thermal Risks?
The most overlooked danger is heat transfer from bulk materials to the conveying gas. This fundamentally changes the aerodynamic lifting force. Heat transfer alters system pressure drops significantly. When hot material enters the pipeline, it heats the conveying air. This sudden temperature spike causes the gas to expand rapidly. The expansion increases the actual volumetric flow rate unexpectedly. This creates severe backpressure against the rotary valve. It also increases the risk of thermal shock on structural supports. Rigid pipeline supports will snap if they cannot accommodate linear expansion. We always recommend floating supports for high-temperature pipelines. Ignoring these hidden risks leads to catastrophic structural failures. The entire pipeline network can shift off its mounting brackets. We engineer expansion joints to absorb this precise movement.
Which Phase Suits Hot Powders?
Dense phase is superior for hot abrasive powders because lower velocities drastically reduce heat-accelerated erosion. High temperatures combined with abrasive materials destroy pipeline bends rapidly. High heat softens pipe walls slightly at a microscopic level. When combined with high-velocity abrasive impacts, the wear rate multiplies exponentially. Standard pneumatic systems push materials at extremely high speeds.
This high speed acts like a sandblaster inside the pipe. Selecting the proper conveying phase minimizes this destructive particle velocity. We always recommend specific phase adjustments for extreme environments. Dense phase conveying moves material slowly in large slugs. This slow movement preserves the pipeline interior perfectly. When evaluating dilute phase vs dense phase conveying for high temperature abrasive powders, data matters. Dense phase reduces total maintenance costs significantly. Natural integration of the proper phase saves thousands in replacement parts. Abrasive materials like fly ash or clinker demand this gentle handling. High-velocity systems simply tear themselves apart from the inside.
| Parameter | Dilute Phase Conveying | Dense Phase Conveying |
| Average Gas Velocity | 15 to 25 meters per second | 2 to 8 meters per second |
| Solid-to-Gas Ratio | Under 15 to 1 | Up to 100 to 1 |
| Taxa de desgaste da tubagem | Extremely High | Very Low |
| Operating Pressure | Under 1.0 bar | 1.5 to 4.0 bar |
| Heat Transfer to Gas | High transfer rate | Low transfer rate |
| Energy Consumption | 40 percent more power | Highly efficient |
How Do Velocities Impact Wear?
Pipeline abrasion scales with the cube of particle velocity, meaning speed reductions save massive costs. The mathematical relationship between speed and abrasion is unforgiving. If you double the particle speed, the wear rate increases eightfold. This is why high-speed conveying destroys hot pipes so quickly. Dense phase operates at a highly controlled 2 meters per second. This low velocity preserves pipeline integrity even with abrasive materials. It prevents the softening pipe walls from eroding prematurely.
Maintaining low speeds is the ultimate defense against friction-induced wear. It extends the lifespan of every elbow and diverter valve. You save capital on replacement parts and reduce maintenance labor.
How Does Heat Alter Parameters?
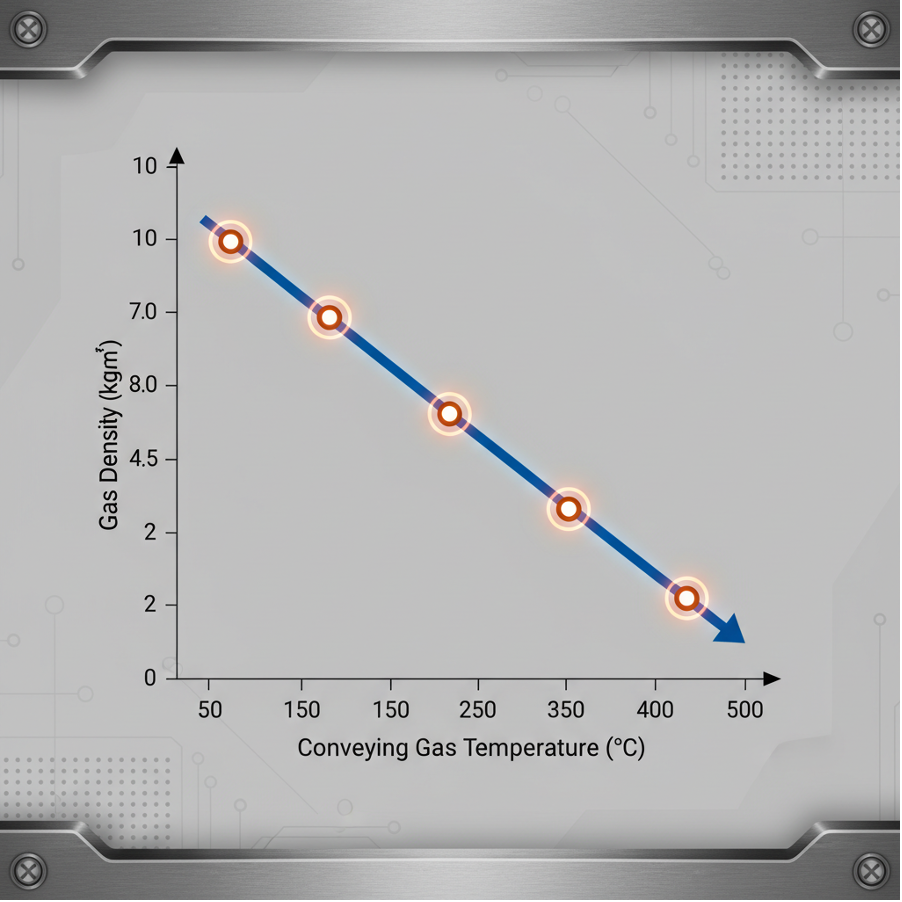
Extreme heat reduces gas density and forces engineers to calculate precise thermal expansion clearances. Systems designed for ambient temperatures fail to move material at 300 degrees Celsius. Charles’s Law dictates that as gas temperature rises, its volume expands. Simultaneously, the gas density drops significantly. This density drop reduces the aerodynamic carrying capacity of the air. The blower must push more air to move the same material. Recalculating blower sizing is critical for system stability.
We must also machine custom rotor clearances. As a manufacturer, Doebritz sets strict standards for high-temperature rotor machining. We calculate the exact expansion of every metal alloy used. Proper pneumatic conveying system design for materials above 300 degrees Celsius demands precision. We test every valve clearance under simulated thermal loads. This guarantees flawless operation when installed at your facility. We document every thermal parameter before the valve leaves our factory. Precision engineering eliminates the guesswork from high-temperature material handling.
- At 20 degrees Celsius, standard air density is 1.20 kilograms per cubic meter.
- At 300 degrees Celsius, standard air density drops to 0.61 kilograms per cubic meter.
- This density drop requires nearly double the volumetric flow to maintain capacity.
- Standard rotary valve rotor clearance is exactly 0.15 millimeters.
- For 300 degrees Celsius operations, we machine clearances to exactly 0.40 millimeters.
- High-temperature bearings must be displaced at least 100 millimeters outward from housings.
- Rotor shafts expand radially by 0.05 millimeters per 100 degrees Celsius increase.
How To Calculate Thermal Expansion?
We utilize strict metallurgical coefficients to predict exact dimensional changes before manufacturing begins. Calculating both radial and axial expansion is absolutely necessary. Rotors expand outward toward the housing and lengthwise along the shaft. If we only calculate radial expansion, the rotor ends will bind. We use a linear thermal expansion coefficient specific to each alloy. We also note the importance of using thermal purge gas. Purge gas protects the shaft seals from direct heat exposure. It keeps the packing material cool and prevents premature degradation. Without purge gas, abrasive dust bakes directly into the sealing glands. This creates a solid block of hardened material that destroys shafts.
How Did Doebritz Solve Challenges?
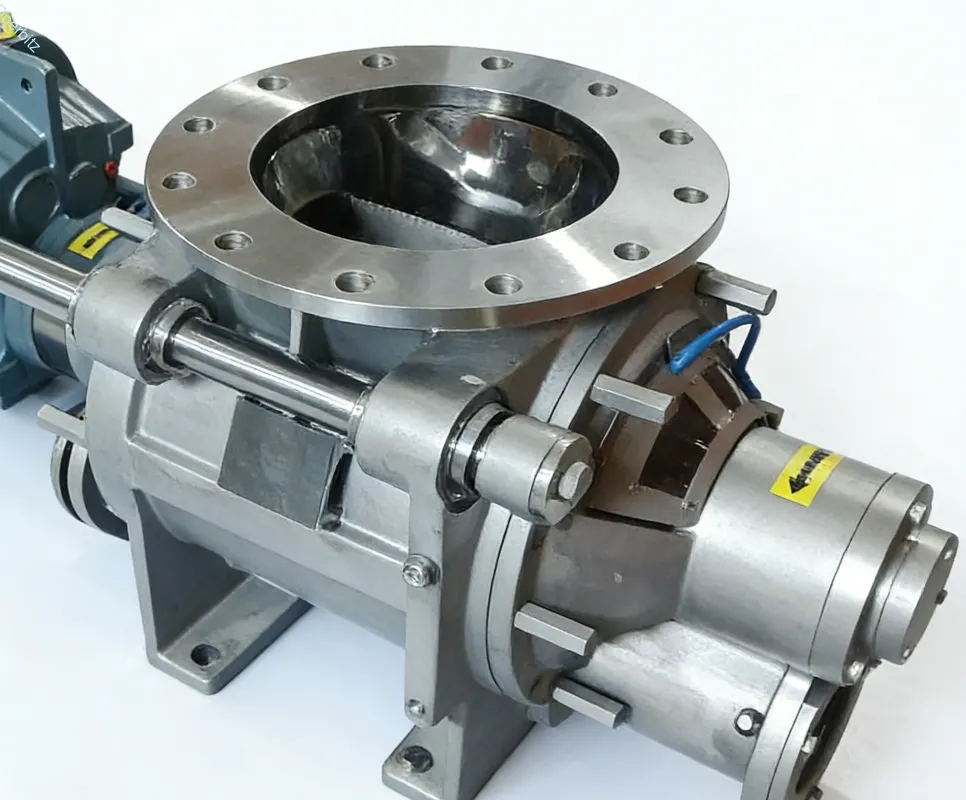
Our custom high-clearance rotary valves and adjusted velocities resolved a critical clinker dust bottleneck. A specific cement plant in Germany faced a massive production crisis. They were handling 350 degrees Celsius highly abrasive clinker dust daily. Their existing third-party rotary valves were seizing every 48 hours. This constant seizing halted production and cost them thousands. The competitor valves lacked sufficient thermal clearances for extreme heat. They also used inboard bearings that baked under the radiant heat.
Doebritz technical support intervened to solve this critical issue. We supplied a custom-engineered drop-through rotary valve for their system. This valve featured outboard bearings and high-temperature packing seals. We machined a specific 0.45 millimeter thermal clearance for the rotor. We also optimized their dilute phase vs dense phase conveying for high temperature abrasive powders.
This created the best pneumatic conveying systems for high-temperature materials in their facility. Their system now runs continuously without any thermal interruptions. Our engineering team monitored the installation to ensure perfect alignment. The results proved that mathematical precision solves the toughest industrial problems.
| Metric | Competitor Valve Before | Doebritz Solution After |
| Rotor Clearance | 0.20 millimeters standard | 0.45 millimeters custom thermal |
| Bearing Location | Inboard overheating setup | Outboard with 120 millimeter offset |
| Maintenance Frequency | Failed every 48 hours | 0 failures in 14 months |
| System Capacity | Fluctuating output levels | Stable at 22 tons per hour |
| Downtime Reduction | No improvement recorded | Decreased downtime by 85 percent |
| Seal Lifespan | Failed after 7 days | Lasts over 180 days continuously |
Conclusion & Actionable Next Steps
Designing the best pneumatic conveying systems for high-temperature materials requires uncompromising precision. From calculating the exact drop in gas density to machining thermal clearances, every parameter matters. We machine these clearances down to the hundredth of a millimeter. Standard equipment will fail when subjected to abrasive powders above 300 degrees Celsius. As a dedicated manufacturer, Doebritz possesses the engineering data and practical experience. We keep your high-temperature processes running continuously without seizing or pipeline failures.
If your facility is struggling with thermal expansion, valve seizing, or excessive pipeline wear, act now. Do not wait for the next catastrophic failure to halt your production line. Contact our engineering team today by emailing sales@rotaryvalveco.com. We are ready to discuss your specific high-temperature material handling challenges. Let us engineer a custom solution that protects your operational profitability. Trust Doebritz to deliver unmatched reliability in the harshest industrial environments.