





Mastering How Air Lock Rotary Valve Prevents Material Leakage In Pneumatic Conveying
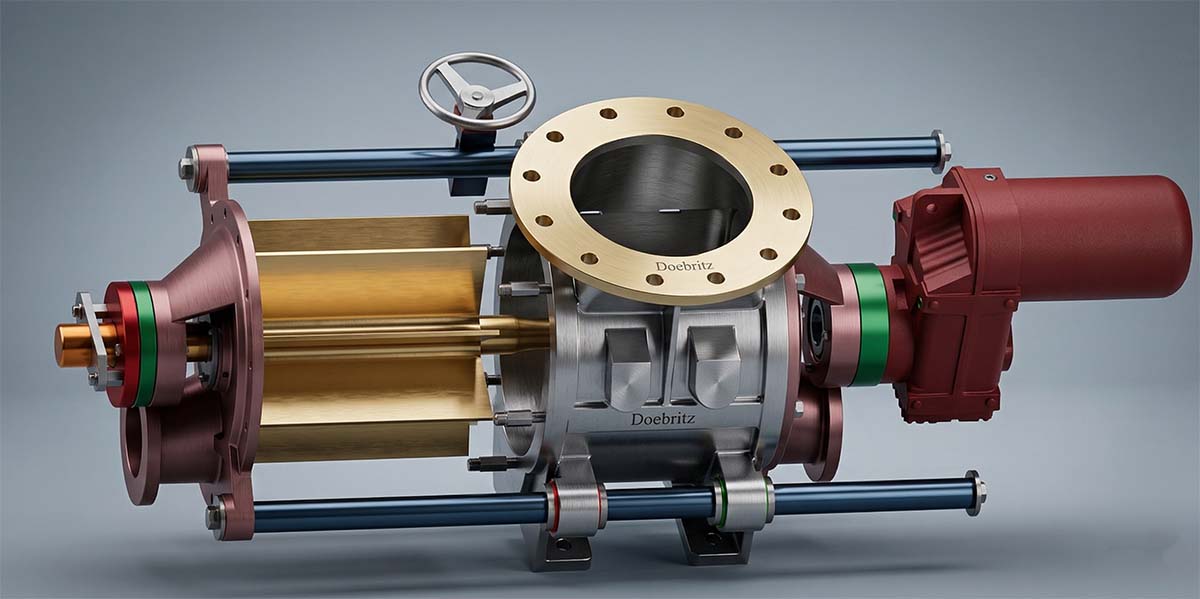
As Doebritz, a professional powder handling rotary valve manufacturer, we frequently see plant managers and process engineers struggling with mysterious pressure losses, persistent dust clouds, and severe system inefficiencies across their bulk handling lines. Many operators mistakenly blame the primary blower or the piping network, completely overlooking the critical transition points where raw materials enter highly pressurized zones. These hidden leaks at the feed points compromise workplace safety, disrupt material flow, and inflate daily energy costs to an alarming degree.
An air lock rotary valve prevents leakage by acting as a continuous, rotating mechanical seal that allows solid bulk materials to pass through seamlessly while aggressively blocking the high-pressure conveying air from escaping backward into the upstream hopper.
In this comprehensive guide, we will share our decades of manufacturing expertise to demystify the internal sealing mechanics of these essential components. By understanding these core principles, you will be fully equipped to make better engineering decisions, eliminate hazardous blowback issues, and ensure your powder handling systems operate at absolute peak efficiency.
Why Do Pneumatic Systems Leak?
Pneumatic systems leak because significant pressure differentials force conveying air and fine powders backward through improper clearances at material feed points.
Every pneumatic conveying line operates on a highly delicate balance of atmospheric and compressed pressure. When bulk solids enter a high-pressure conveying line from a standard low-pressure silo, the compressed air naturally seeks the path of least resistance. Without a properly engineered barrier in place, this pressurized air rushes upward through the feed opening.
This phenomenon causes immediate and cascading problems for the entire facility. It drastically disrupts the intended material feed rate, causing unpredictable batching inconsistencies, and creates highly hazardous dust emissions that threaten respiratory safety. Furthermore, the rapid loss of conveying pressure inevitably leads to severe pipeline blockages that require hours of manual downtime to clear. Understanding this fundamental pressure dynamic is the absolute first step to solving the problem permanently.
In our experience analyzing dense phase systems, a typical pressure differential can easily exceed 15 PSI, making the backward pneumatic force incredibly substantial and destructive if left unchecked.
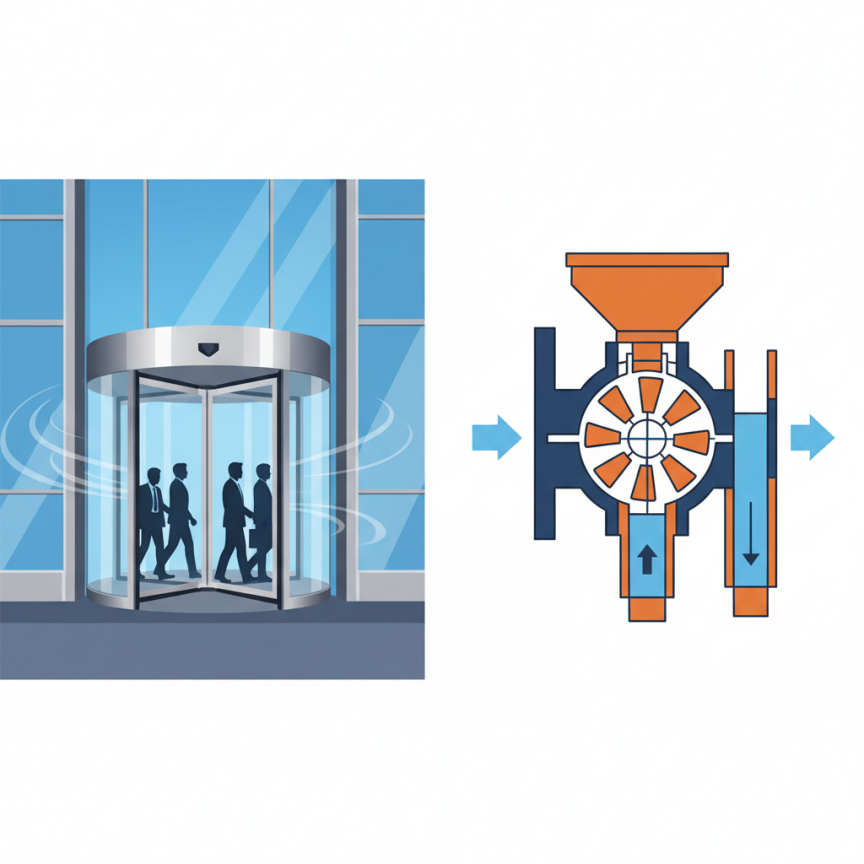
To visualize this invisible battle of physics, imagine a heavy revolving door at the main entrance of a heavily air-conditioned skyscraper during a scorching summer day. The building’s interior is artificially pressurized to keep the environment stable. If the revolving door’s rubber sealing flaps are degraded or worn out, the cold air blasts out violently into the street, and the cooling system must work twice as hard. The rotary valve serves as this exact revolving door for your conveying pipeline:
- The Pressurized Building: Your pneumatic conveying line requiring stable pressure.
- The Pedestrians: The bulk powder materials you need to move efficiently.
- The Worn Door Flaps: Excessive rotor-to-housing clearances causing disastrous air leakage.
How Do Valves Prevent Leakage?
They prevent leakage by trapping materials in rotating pockets while maintaining microscopic clearances between the rotor blades and the housing.
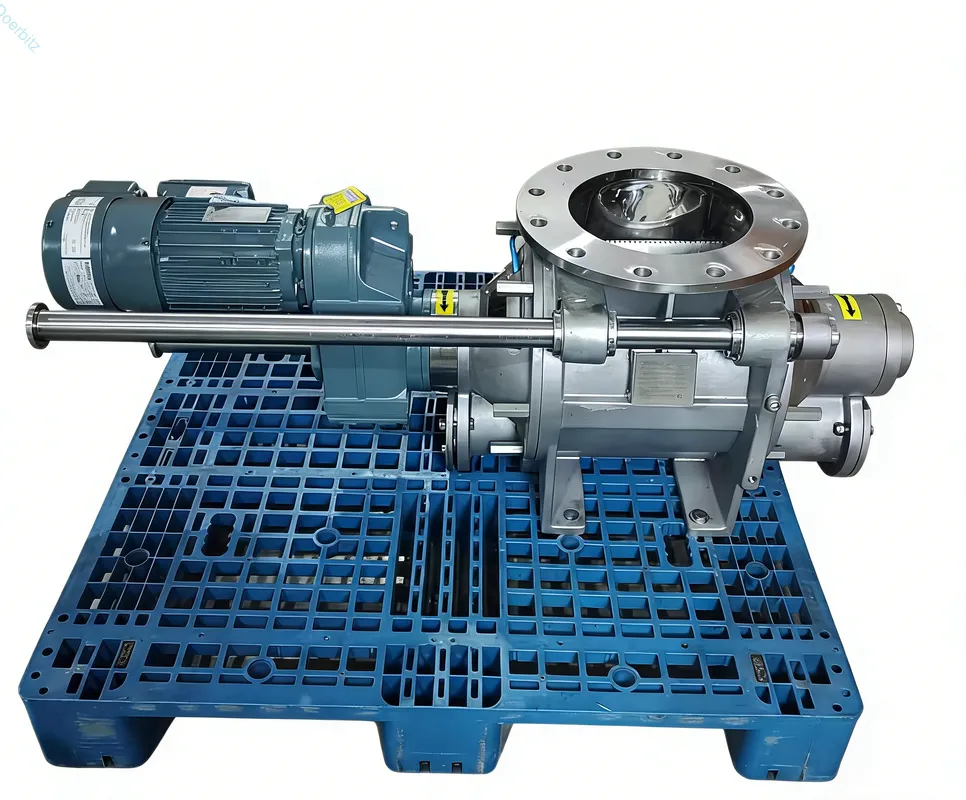
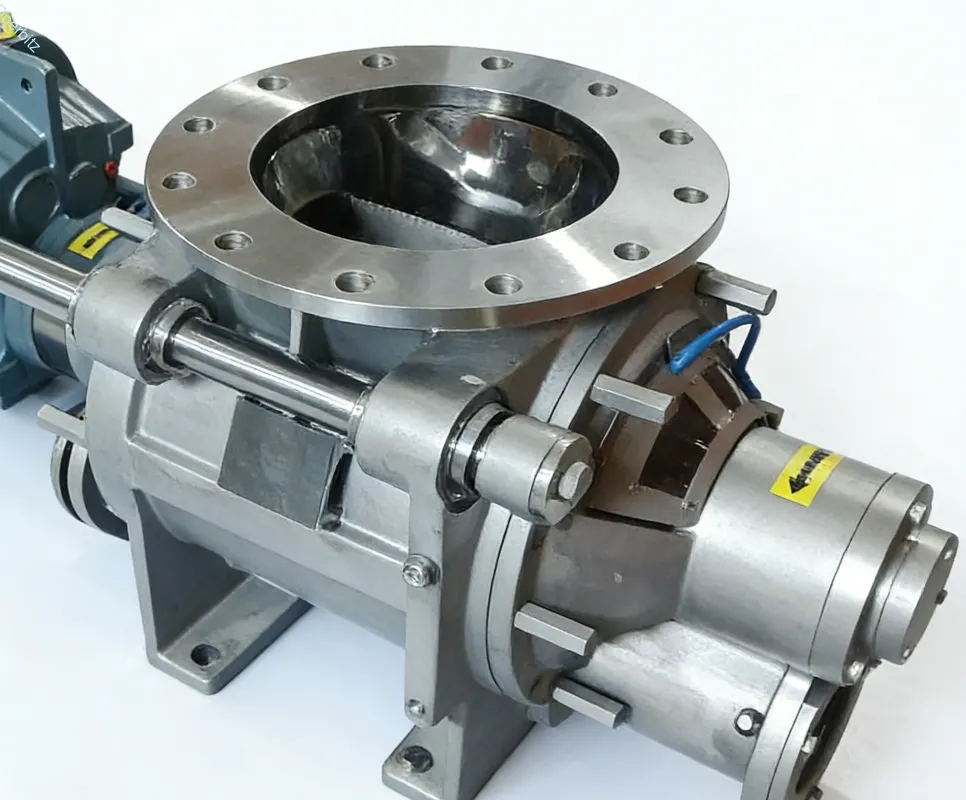
The core of the permanent solution lies entirely in precision engineering and dimensional stability. The fundamental concept of how air lock rotary valve prevents material leakage in pneumatic conveying relies on isolating the differing pressure environments through mechanical ingenuity. As the internal rotor turns, the V-shaped or U-shaped pockets fill with gravity-fed powder from the hopper above. The metal blades continuously sweep against the precisely machined cylindrical housing.
Because at least two rotor blades are always in direct physical contact with the housing interior on each side at any given moment, a complex labyrinth seal is successfully formed. This physical barrier effectively blocks the conveying air from blowing back up into the hopper, forcing the air to travel in the intended direction down the pipeline.
We at Doebritz machine our heavy-duty housings and rotors to exacting tolerances to ensure this labyrinth seal remains perfectly intact even under extreme thermal expansion and constant abrasive friction. When the material is dropped into the conveying line, the empty pocket rotates back upward, carrying only a tiny, mathematically calculated volume of pressurized air back to the inlet. This controlled displacement is normal, but the massive rush of uncontrolled blowback is entirely prevented by the tight blade-to-wall relationship.
How Do Rotors Maintain Seals?
Rotors maintain seals through highly machined tolerances, typically keeping the gap between the blade tip and housing under a fraction of a millimeter.
Clearance control is absolutely everything when it comes to pneumatic isolation. If the gap between the rotating blade and the static housing is too large, the air velocity shooting through that tiny gap increases exponentially, carrying highly abrasive fine dust with it. This high-speed dust acts like sandpaper, accelerating the internal wear and worsening the leak exponentially over time. By maintaining incredibly tight machining tolerances right from the factory floor, the escaping air volume is restricted to a manageable minimum, known as displacement air.
The continuous operation follows a highly predictable mechanical rhythm:
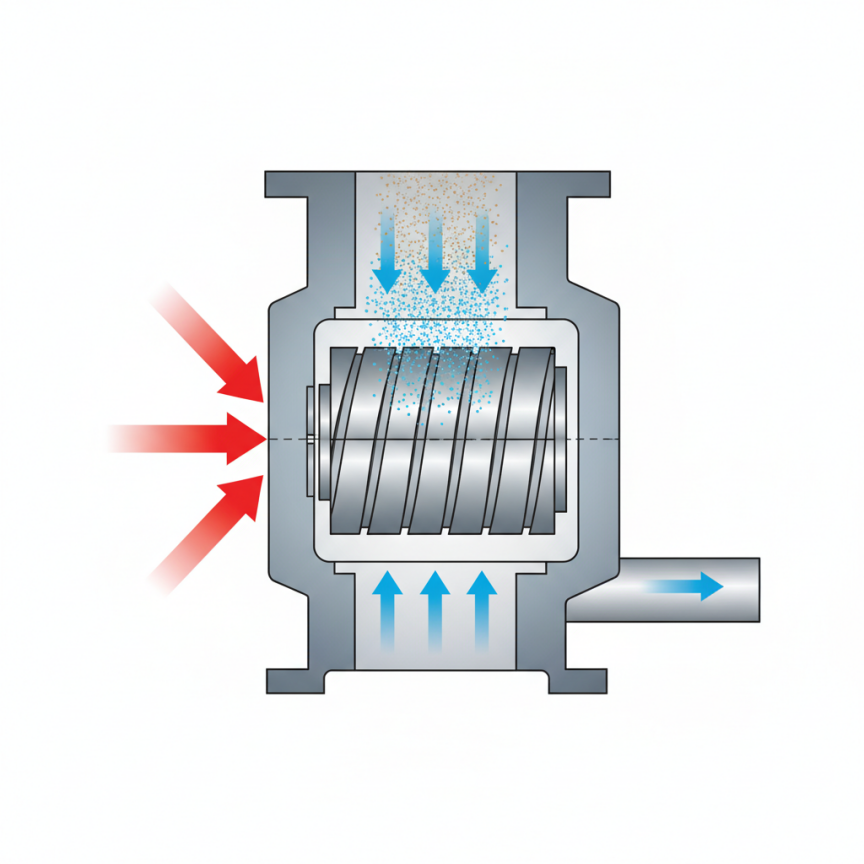
1. Material Entry Phase: Gravity pulls powder into the empty rotor pocket at standard atmospheric pressure.
2. Isolation Phase: The rotor turns, effectively sealing the filled pocket against the curved, tightly machined housing wall.
3. Discharge Phase: The pocket opens directly to the pressurized conveying line, dropping the material smoothly into the airstream.
4. Return Phase: The empty pocket, now holding a small volume of pressurized air, rotates back upward to begin the cycle again.
What Are Valve Selection Criteria?
Proper selection requires matching the valve’s construction materials, rotor design, and venting capabilities to your specific powder characteristics and pressure needs.
Not all industrial valves are created equal, and treating them as interchangeable commodities is a recipe for system failure. When evaluating rotary airlock valve selection criteria for bulk powder handling systems, engineers must look far beyond basic flange dimensions and theoretical throughput capacities. The overall importance of air lock rotary valve integration dictates that the chosen component must survive the specific abrasive, cohesive, or thermally reactive nature of your unique product.
If you handle highly abrasive materials like calcined alumina or fly ash, standard carbon steel blades will erode quickly, destroying the labyrinth seal in a matter of weeks. Conversely, if you handle cohesive, sticky materials like infant milk powder, incorrect pocket shapes will cause severe material packing, rendering the valve useless. A failing valve immediately translates to a leaking system, which brings operations to a grinding halt.
Processing environments operating at temperatures above 200°C require special clearance calculations to accommodate natural metal expansion without the rotor seizing against the housing. To ensure long-term reliability, engineers must evaluate several critical factors:
- Material Abrasiveness: Dictates the strict need for hardened internal coatings, such as hard chrome plating, or replaceable polyurethane blade tips.
- Thermal Expansion: Requires carefully engineered clearances to prevent catastrophic rotor seizing at high temperatures.
- Venting Requirements: Determines if a specialized vent port is needed to safely exhaust returning high-pressure air before it hits the feed hopper and disrupts the incoming material flow.
- Drive Sizing: Must be properly calculated to provide sufficient motor torque to shear through dense bulk materials without stalling the entire production line.
How Do Custom Solutions Work?
Custom solutions work by adapting the rotor geometry and metallurgy to overcome specific operational challenges that standard off-the-shelf valves cannot handle.
At Doebritz, we firmly believe in engineering solutions based on real operational data rather than theoretical assumptions. Standard equipment often fails spectacularly when pushed to the extreme limits of pneumatic conveying.
Just recently, a major chemical manufacturing client in Germany faced severe blowback and leakage issues while conveying ultra-fine titanium dioxide powder. The standard cast-iron valves they initially installed suffered rapid abrasive wear, completely losing their internal seal within just three weeks of operation. The resulting dust clouds created a massive safety hazard and halted their packaging line entirely.
Our technical support team flew out to analyze their specific pressure differentials and material flow characteristics. After diagnosing the root cause, we engineered a custom rotary valve featuring a specialized closed-end rotor equipped with highly durable tungsten carbide tips. This bespoke design maintained a strict, unwavering 0.15mm clearance despite the abrasive environment. The true importance of air lock rotary valve customization became immediately apparent upon installation. The final result was a complete and permanent elimination of material leakage, a perfectly stable conveying feed rate, and a completely dust-free working environment for their operators.
How To Upgrade Your System?
Upgrading your system begins with a comprehensive engineering audit of your current pressure differentials and leakage points.
Understanding the precise mechanics of pressure isolation is absolutely vital for any efficient bulk handling operation. As your trusted manufacturing partner, Doebritz is deeply committed to helping you eliminate costly system inefficiencies and dangerous dust emissions. Are you ready to upgrade your pneumatic conveying line with precision-engineered components? Contact our expert engineering team today at sales@rotaryvalveco.com for a tailored consultation and start protecting your process integrity.