





Wie Luftschleusen-Schleusen Materialleckagen in der pneumatischen Förderung verhindern
Als Doebritz, ein professioneller Hersteller von Zellenradschleusen für das Pulverhandling, sehen wir häufig, wie Betriebsleiter und Prozessingenieure mit rätselhaften Druckverlusten, anhaltenden Staubwolken und schwerwiegenden Systemmängeln in ihren Schüttgutförderanlagen zu kämpfen haben. Viele Betreiber geben fälschlicherweise dem Primärgebläse oder dem Rohrleitungsnetz die Schuld und übersehen dabei die kritischen Übergangspunkte, an denen die Rohstoffe in die unter hohem Druck stehenden Zonen gelangen. Diese versteckten Lecks an den Einspeisepunkten gefährden die Sicherheit am Arbeitsplatz, stören den Materialfluss und treiben die täglichen Energiekosten in alarmierendem Maße in die Höhe.
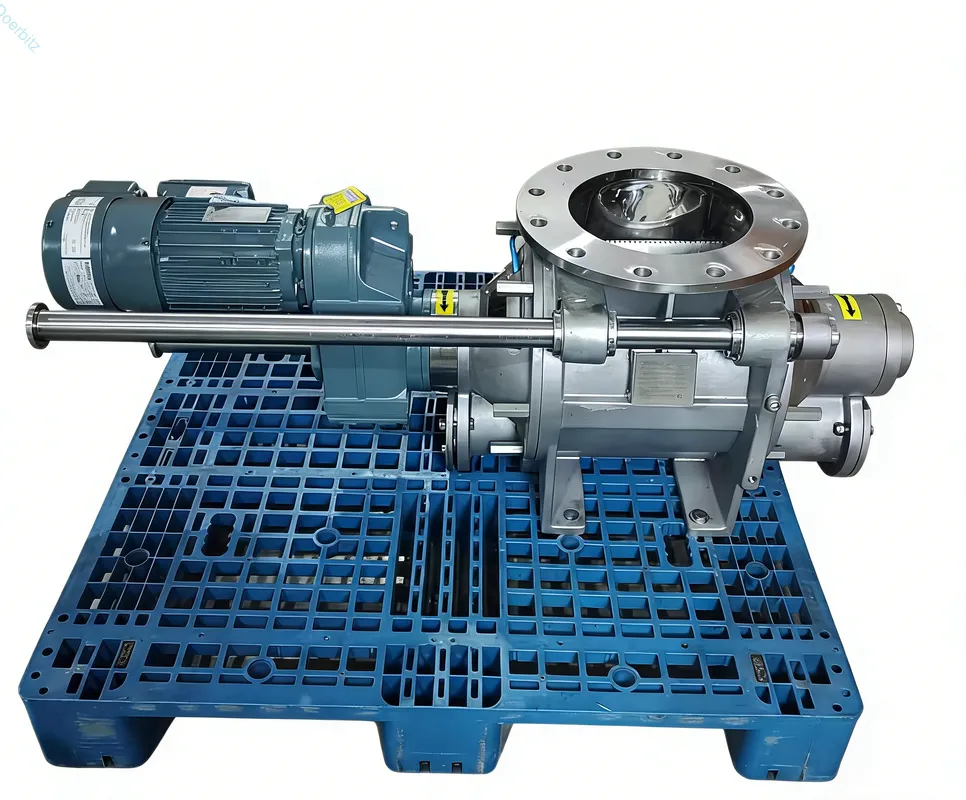
Eine Luftschleusen-Zellradschleuse verhindert Leckagen, indem sie als kontinuierliche, rotierende Gleitringdichtung fungiert, die feste Schüttgüter nahtlos passieren lässt, während sie die Hochdruck-Förderluft aggressiv daran hindert, nach hinten in den vorgeschalteten Trichter zu entweichen.
In diesem umfassenden Leitfaden geben wir unsere jahrzehntelange Erfahrung in der Herstellung weiter, um die internen Dichtungsmechanismen dieser wichtigen Komponenten zu entmystifizieren. Wenn Sie diese Kernprinzipien verstehen, sind Sie bestens gerüstet, um bessere technische Entscheidungen zu treffen, gefährliche Rückschlagsprobleme zu vermeiden und sicherzustellen, dass Ihre Pulverhandhabungssysteme mit absoluter Spitzeneffizienz arbeiten.
Warum sind pneumatische Systeme undicht?
Pneumatische Systeme sind undicht, weil erhebliche Druckunterschiede die Förderluft und die feinen Pulver durch unsachgemäße Abstände an den Materialzuführungspunkten zurückdrängen.
Jede pneumatische Förderleitung arbeitet mit einem äußerst empfindlichen Gleichgewicht zwischen atmosphärischem und komprimiertem Druck. Wenn Schüttgut aus einem normalen Niederdruck-Silo in eine Hochdruck-Förderleitung gelangt, sucht sich die Druckluft natürlich den Weg des geringsten Widerstands. Ohne eine entsprechend konstruierte Barriere strömt diese Druckluft durch die Einfüllöffnung nach oben.
Dieses Phänomen verursacht unmittelbare und kaskadenartige Probleme für die gesamte Anlage. Es führt zu einer drastischen Unterbrechung der beabsichtigten Materialzufuhr, was unvorhersehbare Unregelmäßigkeiten bei der Dosierung zur Folge hat, und verursacht hochgefährliche Staubemissionen, die die Sicherheit der Atemwege gefährden. Darüber hinaus führt der schnelle Verlust des Förderdrucks unweigerlich zu schwerwiegenden Rohrleitungsblockaden, deren Beseitigung stundenlange manuelle Stillstandszeiten erfordert. Das Verständnis dieser grundlegenden Druckdynamik ist der absolut erste Schritt zur dauerhaften Lösung des Problems.
Nach unserer Erfahrung bei der Analyse von Dichtstromsystemen kann ein typischer Druckunterschied leicht 15 PSI überschreiten, was die rückwärts gerichtete pneumatische Kraft unglaublich groß und zerstörerisch macht, wenn sie unkontrolliert bleibt.
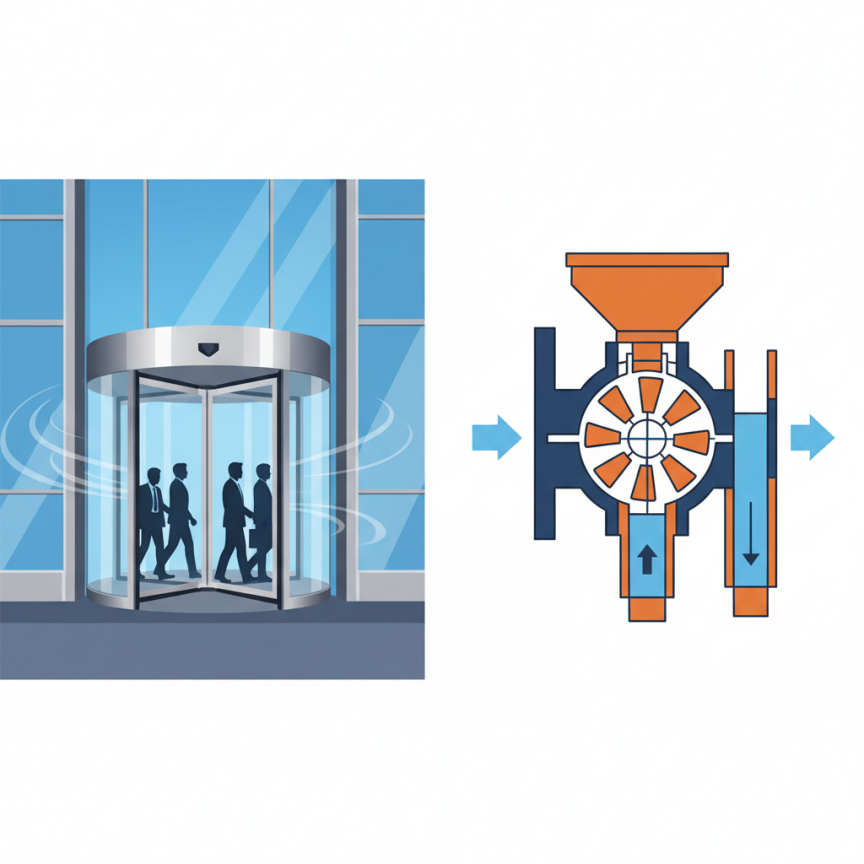
Um diesen unsichtbaren Kampf der Physik zu veranschaulichen, stellen Sie sich eine schwere Drehtür am Haupteingang eines stark klimatisierten Wolkenkratzers an einem heißen Sommertag vor. Das Innere des Gebäudes steht unter künstlichem Druck, um die Umgebung stabil zu halten. Wenn die Gummidichtungsklappen der Karusselltür beschädigt oder verschlissen sind, strömt die kalte Luft heftig auf die Straße, und das Kühlsystem muss doppelt so hart arbeiten. Die Zellenradschleuse dient als genau diese Karusselltür für Ihre Förderleitung:
- Das Gebäude mit Druckausgleich: Ihre pneumatische Förderanlage, die einen stabilen Druck benötigt.
- Die Fußgänger: Das Schüttgut, das Sie effizient transportieren müssen.
- Die verschlissenen Türklappen: Zu große Abstände zwischen Rotor und Gehäuse verursachen katastrophale Luftverluste.
Wie verhindern Ventile Leckagen?
Sie verhindern Leckagen, indem sie Materialien in rotierenden Taschen einschließen und gleichzeitig mikroskopisch kleine Abstände zwischen den Rotorblättern und dem Gehäuse aufrechterhalten.
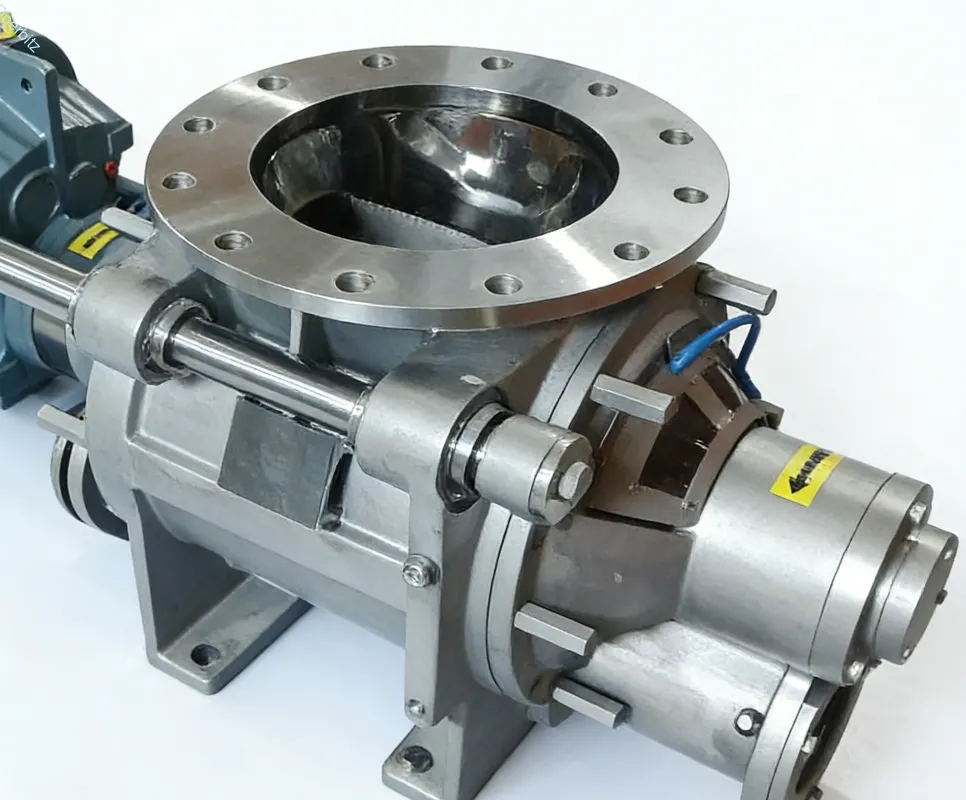
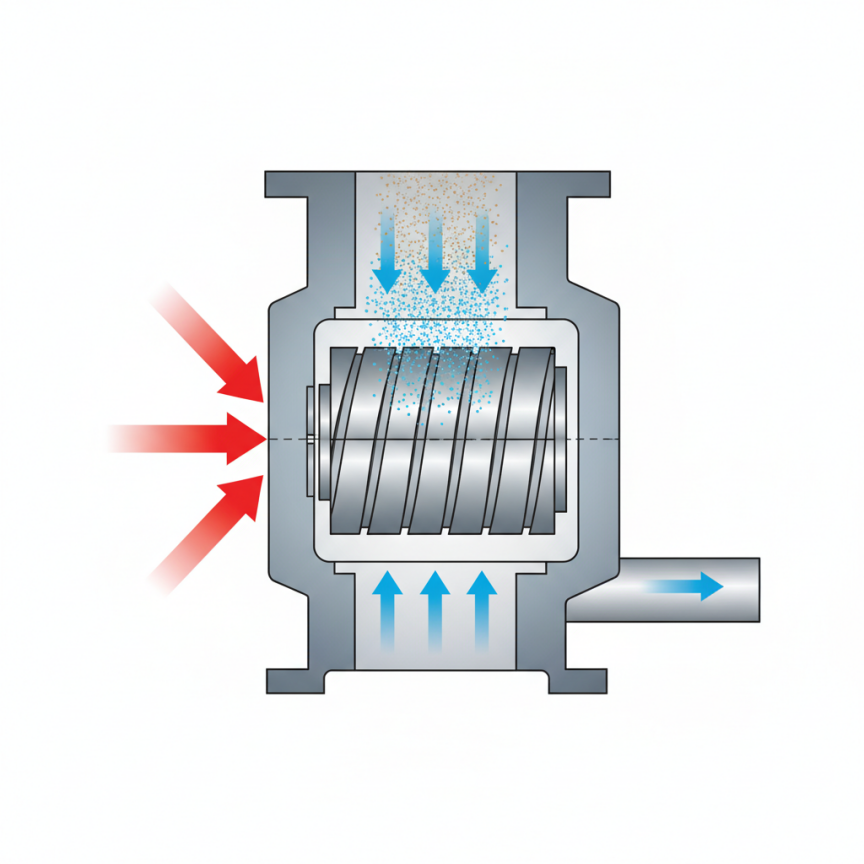
Der Kern der dauerhaften Lösung liegt in der Präzisionstechnik und der Maßhaltigkeit. Das grundlegende Konzept, wie die Luftschleusen-Zellradschleuse Materialleckagen in der pneumatischen Förderung verhindert, beruht auf der Isolierung der unterschiedlichen Druckumgebungen durch mechanische Raffinesse. Wenn sich der interne Rotor dreht, füllen sich die V- oder U-förmigen Taschen mit dem durch Schwerkraft aus dem darüber liegenden Trichter eingefüllten Pulver. Die Metallflügel streichen kontinuierlich gegen das präzise bearbeitete zylindrische Gehäuse.
Da sich auf jeder Seite immer mindestens zwei Rotorblätter in direktem physischen Kontakt mit dem Gehäuseinneren befinden, wird eine komplexe Labyrinthdichtung gebildet. Diese physische Barriere verhindert effektiv, dass die Förderluft zurück in den Trichter geblasen wird, so dass die Luft in die vorgesehene Richtung durch die Rohrleitung fließt.
Wir bei Doebritz bearbeiten unsere hochbelastbaren Gehäuse und Rotoren mit exakten Toleranzen, um sicherzustellen, dass diese Labyrinthdichtung auch bei extremer Wärmeausdehnung und ständiger abrasiver Reibung vollkommen intakt bleibt. Wenn das Material in die Förderleitung fällt, dreht sich die leere Tasche wieder nach oben und befördert nur ein winziges, mathematisch berechnetes Volumen an Druckluft zurück zum Einlass. Diese kontrollierte Verdrängung ist normal, aber der massive Ansturm eines unkontrollierten Rückstoßes wird durch die enge Beziehung zwischen Klinge und Wand vollständig verhindert.
Wie erhalten Rotoren ihre Dichtungen?
Die Rotoren halten die Dichtungen durch hochgradig bearbeitete Toleranzen aufrecht, wobei der Spalt zwischen der Blattspitze und dem Gehäuse in der Regel unter einem Bruchteil eines Millimeters liegt.
Die Kontrolle des Luftspalts ist das A und O bei der pneumatischen Isolierung. Wenn der Spalt zwischen der rotierenden Schaufel und dem statischen Gehäuse zu groß ist, steigt die Luftgeschwindigkeit, die durch diesen winzigen Spalt schießt, exponentiell an und reißt hoch abrasiven Feinstaub mit sich. Dieser Hochgeschwindigkeitsstaub wirkt wie Schleifpapier, beschleunigt den internen Verschleiß und verschlimmert die Leckage mit der Zeit exponentiell. Durch die Einhaltung unglaublich enger Bearbeitungstoleranzen bereits im Werk wird die austretende Luftmenge auf ein überschaubares Minimum beschränkt, das als Verdrängungsluft bezeichnet wird.
Der kontinuierliche Betrieb folgt einem sehr vorhersehbaren mechanischen Rhythmus:
1. Materialeingangsphase: Die Schwerkraft zieht das Pulver bei normalem atmosphärischem Druck in die leere Rotortasche.
2. Isolationsphase: Der Rotor dreht sich und dichtet die gefüllte Tasche effektiv gegen die gekrümmte, dicht bearbeitete Gehäusewand ab.
3. Entleerungsphase: Die Tasche öffnet sich direkt in die unter Druck stehende Förderleitung und lässt das Material gleichmäßig in den Luftstrom fallen.
4. Rücklaufphase: Die leere Tasche, die nun ein kleines Volumen an Druckluft enthält, dreht sich wieder nach oben, um den Zyklus erneut zu beginnen.
Was sind die Kriterien für die Ventilauswahl?
Die richtige Auswahl erfordert die Abstimmung der Konstruktionsmaterialien, des Rotordesigns und der Entlüftungsmöglichkeiten des Ventils auf Ihre spezifischen Pulvereigenschaften und Druckanforderungen.
Nicht alle industriellen Schleusen sind gleich, und sie als austauschbare Waren zu behandeln, ist ein Rezept für Systemfehler. Bei der Bewertung der Auswahlkriterien für Zellenradschleusen für Schüttgutförderanlagen müssen die Ingenieure weit über die grundlegenden Flanschabmessungen und theoretischen Durchsatzkapazitäten hinausblicken. Die allgemeine Bedeutung der Integration von Zellenradschleusen erfordert, dass die gewählte Komponente den spezifischen abrasiven, kohäsiven oder thermisch reaktiven Eigenschaften Ihres einzigartigen Produkts standhält.
Wenn Sie stark abrasive Materialien wie kalzinierte Tonerde oder Flugasche handhaben, erodieren Standardklingen aus Kohlenstoffstahl schnell und zerstören die Labyrinthdichtung innerhalb weniger Wochen. Wenn Sie dagegen kohäsive, klebrige Materialien wie Säuglingsmilchpulver verarbeiten, führen falsche Taschenformen zu einer starken Materialverdichtung, die das Ventil unbrauchbar macht. Ein defektes Ventil führt sofort zu einem undichten System, das den Betrieb zum Erliegen bringt.
Verarbeitungsumgebungen mit Temperaturen von über 200°C erfordern spezielle Spielberechnungen, um die natürliche Metallausdehnung zu berücksichtigen, ohne dass sich der Rotor am Gehäuse festfressen kann. Um eine langfristige Zuverlässigkeit zu gewährleisten, müssen die Ingenieure mehrere kritische Faktoren bewerten:
- Abrasivität des Materials: Bestimmt den Bedarf an gehärteten Innenbeschichtungen, wie z. B. Hartverchromung, oder austauschbaren Polyurethan-Klingenenden.
- Thermische Ausdehnung: Erfordert sorgfältig ausgearbeitete Abstände, um ein katastrophales Festfressen des Rotors bei hohen Temperaturen zu verhindern.
- Entlüftungsanforderungen: Bestimmt, ob ein spezieller Entlüftungsanschluss erforderlich ist, um zurückströmende Hochdruckluft sicher abzusaugen, bevor sie in den Zufuhrtrichter gelangt und den eingehenden Materialfluss unterbricht.
- Antriebsdimensionierung: Muss richtig berechnet werden, damit das Motordrehmoment ausreicht, um dichtes Schüttgut durchzuschneiden, ohne die gesamte Produktionslinie zu blockieren.
Wie funktionieren maßgeschneiderte Lösungen?
Kundenspezifische Lösungen funktionieren durch die Anpassung der Rotorgeometrie und Metallurgie, um spezifische betriebliche Herausforderungen zu bewältigen, die Standardventile nicht bewältigen können.
Wir bei Doebritz glauben fest an technische Lösungen, die auf realen Betriebsdaten und nicht auf theoretischen Annahmen basieren. Standardgeräte versagen oft spektakulär, wenn sie an die extremen Grenzen der pneumatischen Förderung stoßen.
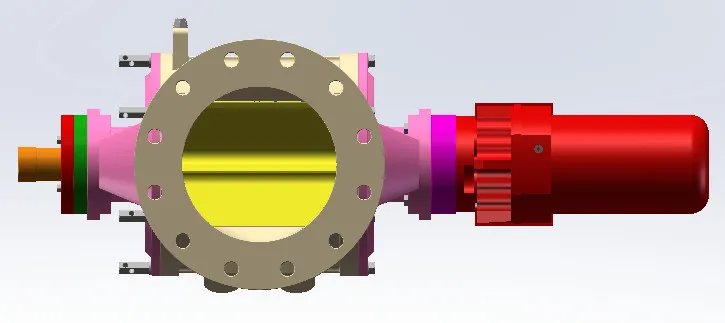
Erst kürzlich hatte ein großer Kunde aus der chemischen Industrie in Deutschland bei der Förderung von ultrafeinem Titandioxid-Pulver mit schweren Rückschlag- und Leckageproblemen zu kämpfen. Die ursprünglich installierten gusseisernen Standardventile unterlagen einem raschen Verschleiß durch Abrieb und verloren innerhalb von nur drei Wochen ihre innere Dichtung vollständig. Die daraus resultierenden Staubwolken stellten ein massives Sicherheitsrisiko dar und brachten die Verpackungsanlage komplett zum Stillstand.
Unser technisches Supportteam flog hin, um die spezifischen Druckunterschiede und Materialflusseigenschaften zu analysieren. Nach der Diagnose der Grundursache entwickelten wir eine kundenspezifische Zellenradschleuse mit einem speziellen Rotor mit geschlossenem Ende, der mit hochbeständigen Wolframkarbidspitzen ausgestattet ist. Diese maßgeschneiderte Konstruktion hielt trotz der abrasiven Umgebung ein strenges, unerschütterliches Spiel von 0,15 mm ein. Die wahre Bedeutung der kundenspezifischen Anpassung der Luftschleuse wurde sofort nach der Installation deutlich. Das Endergebnis war eine vollständige und dauerhafte Beseitigung von Materialleckagen, eine perfekt stabile Förderleistung und eine völlig staubfreie Arbeitsumgebung für das Bedienpersonal.
Wie können Sie Ihr System aufrüsten?
Die Aufrüstung Ihres Systems beginnt mit einer umfassenden technischen Prüfung Ihrer derzeitigen Druckunterschiede und Leckstellen.
Ein genaues Verständnis der Mechanik der Druckisolierung ist für einen effizienten Schüttgutumschlag absolut unerlässlich. Als Ihr vertrauenswürdiger Fertigungspartner setzt sich Doebritz dafür ein, dass Sie kostspielige Ineffizienzen und gefährliche Staubemissionen vermeiden können. Sind Sie bereit, Ihre pneumatische Förderanlage mit präzisionsgefertigten Komponenten aufzurüsten? Wenden Sie sich noch heute an unser erfahrenes Ingenieurteam unter sales@rotaryvalveco.com für eine individuelle Beratung und beginnen Sie mit dem Schutz Ihrer Prozessintegrität.