





Welcome to Doebritz Expert Insights
Welcome to Doebritz. As a professional manufacturer of rotary valves for powder handling, we understand the complexities that come with processing sensitive bulk materials. We are sharing our firsthand engineering and manufacturing experience to help facilities find the best hygienic pneumatic conveying equipment for food use. Handling fine powders like flour, infant milk powder, or volatile spices requires more than standard machinery. It demands strict adherence to rigorous food safety standards in order to protect both consumers and brand reputation.
Our core mission at Doebritz is to engineer uncompromising, high-precision valve solutions that guarantee absolute food safety while maximizing operational efficiency.
When facility engineers and procurement decision-makers evaluate their infrastructure, selecting a hygienic pneumatic conveying system for fine food powder FDA compliant is the most critical step they can take. Through this guide, we aim to provide you with actionable, expert insights drawn directly from our factory floor and global client installations. We will explore regulatory compliance, contamination prevention, and real-world problem-solving to ensure your powder handling processes stay safe, efficient, and fully optimized. We have spent decades perfecting the internal geometry and sealing mechanisms of our rotary valves. This dedication ensures that every component integrated into your processing line meets the highest sanitary expectations. By applying our deep manufacturing knowledge, we empower food plant engineers to make well-informed decisions that elevate their production capabilities.
FDA Regulations for Fine Powders
Understanding the regulatory landscape is essential when designing infrastructure for sensitive bulk materials. A truly hygienic setup goes far beyond simply using generic stainless steel. To achieve full compliance with FDA 21 CFR regulations, engineers must carefully examine every millimeter of the material contact surface. Volatile and sticky fine powders require specialized metallurgical properties and precise surface finishes to prevent micro-crevice powder buildup, which can harbor dangerous bacteria.

We continuously align our rotary valve engineering with the strictest sanitary requirements. Here are the top FDA requirements you must implement:
- Material Grade Specification: All product contact surfaces must use premium 316L stainless steel. Unlike standard 304 stainless, 316L offers superior resistance to corrosive cleaning agents and acidic food environments, ensuring long-term structural integrity without leaching harmful substances.
- Surface Finish and Ra Values: FDA guidelines state that food-grade pipelines and valve internals must have an exceptionally smooth finish. We engineer our internal valve surfaces to achieve a surface roughness (Ra) value of 0.8 micrometers or lower. For highly sensitive dairy powders, we often polish down to an Ra of 0.4 micrometers, effectively eliminating the microscopic pits where powder particles typically collect.
- Sealing Standards: Mechanical seals and gaskets must be made from FDA-approved elastomers under 21 CFR Part 177.2600. Materials such as food-grade EPDM, Silicone, or PTFE are required. These seals must withstand high-temperature sterilization without degrading, cracking, or releasing particulate matter into the volatile powder stream.
Understanding these technical parameters is vital. When we machine our rotary valves, we ensure the rotor blades and housing interiors go through rigorous mechanical and electropolishing processes. This level of precision guarantees that your conveying infrastructure remains fully compliant, easy to clean, and resistant to microbial colonization. The use of these compliant materials directly impacts the overall safety of the pneumatic line. By insisting on strict adherence to these specific Ra values and elastomer certifications, food plant managers can confidently process fine powders without the constant worry of regulatory violations or product recalls.
Strategies to Prevent Cross Contamination
Operational challenges in powder processing often center on maintaining clean conditions between product changeovers. Plant engineers frequently ask us how to prevent cross contamination in food grade pneumatic conveyor networks, especially when handling sticky fine spices and known allergens. The answer lies in combining advanced sanitary hardware with rigorous, automated cleaning protocols.
The most effective strategy involves implementing automated CIP (Clean-in-Place) and SIP (Sterilize-in-Place) systems. These automated protocols flush the entire conveying line with cleaning solutions and steam without requiring equipment disassembly. However, CIP and SIP are only effective if the underlying hardware is designed to support them. This is why eliminating dead zones — blind spots where material stagnates — is absolutely critical.
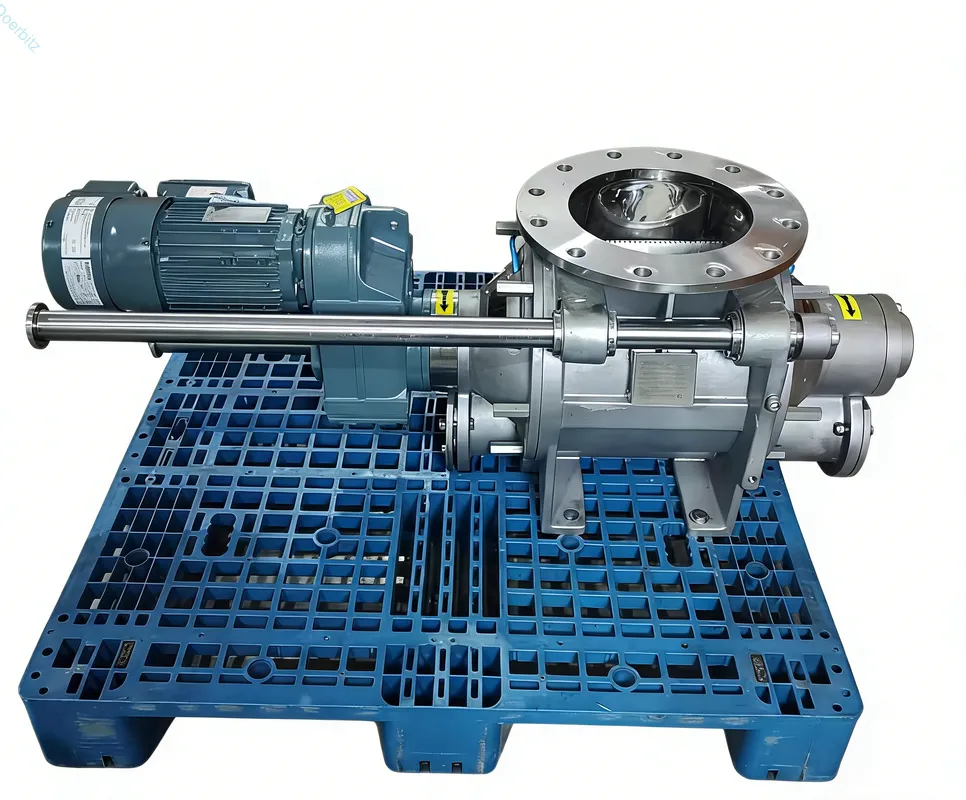
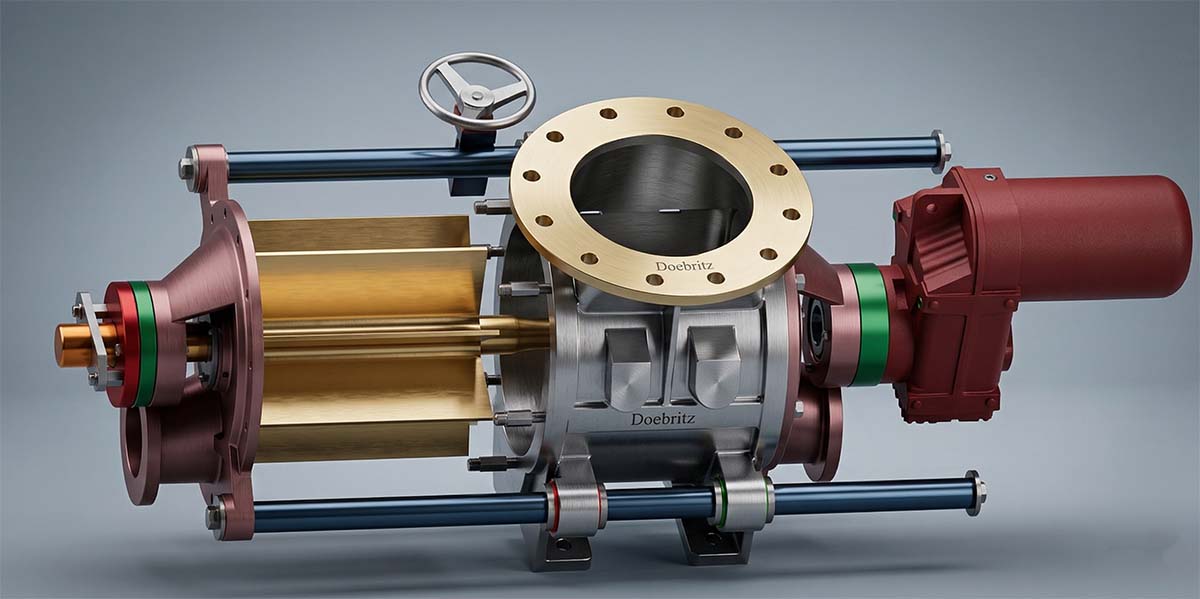
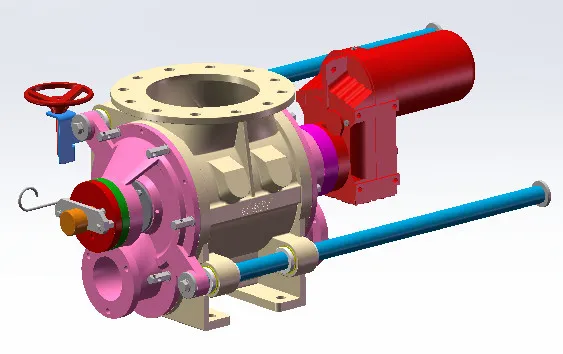
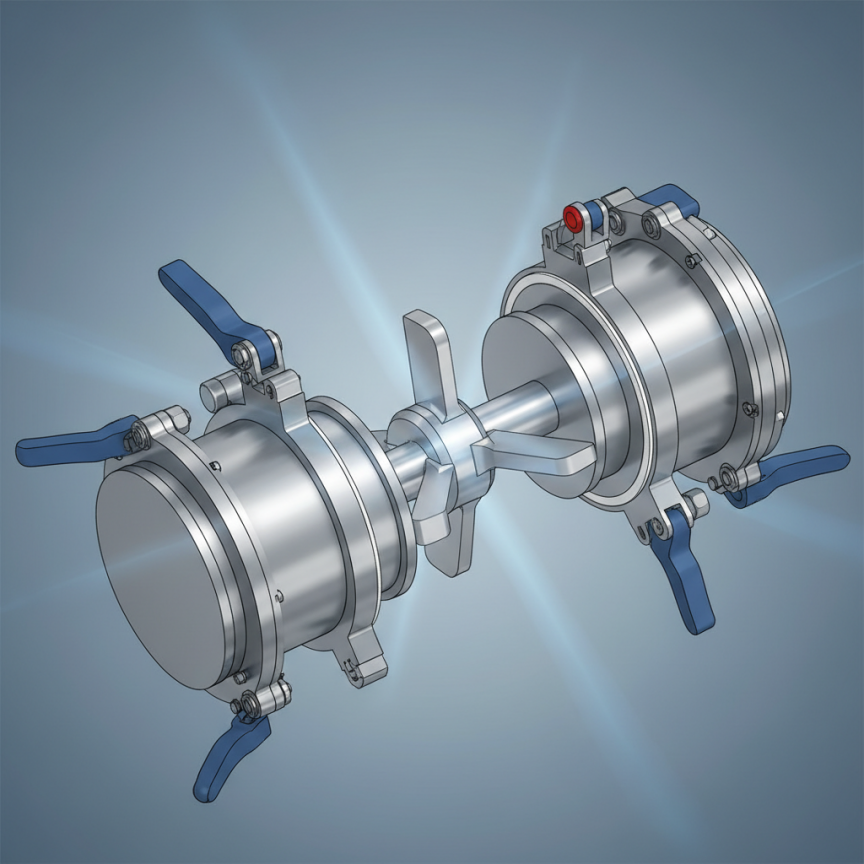
In our engineering practice, we use zero-dead-zone rotary valves and quick-release sanitary clamps to ensure smooth transitions between pipe joints. Standard flanges often create tiny ridges where allergens can hide. By integrating sanitary tri-clamp fittings and smooth-bore transitions, we eliminate these hiding spots entirely. This level of careful design represents the best hygienic pneumatic conveying equipment for food use available to modern processing facilities.
To illustrate the operational advantages, consider the differences between traditional cleaning methods and automated systems:
| Feature | Manual Cleaning Process | Automated CIP System |
| Contamination Risk | High risk due to human error and blind spots | Low risk with consistent, verifiable coverage |
| Downtime | Extensive hours required for disassembly | Minimal interruption, rapid changeovers |
| Dead Zone Clearance | Difficult to reach internal valve crevices | High-pressure spray nozzles penetrate all areas |
| Allergen Control | Inconsistent validation between batches | Highly reliable and easily validated |
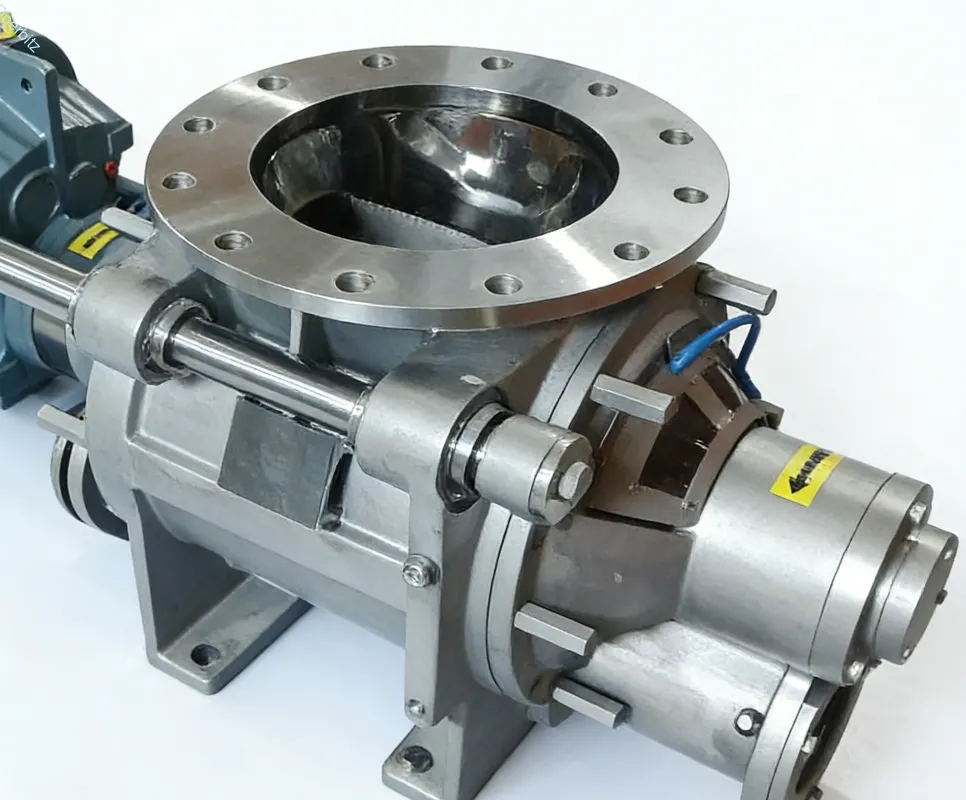
Understanding how to prevent cross contamination in food grade pneumatic conveyor setups ultimately comes down to equipment geometry. When handling volatile allergens, quick-release mechanisms allow operators to perform rapid visual inspections after cleaning. Our sanitary rotary valves feature slide-out rotors, enabling instant access to the housing interior. This combination of automated cleaning and accessible mechanical design forms a strong defense against cross-contamination. By investing in these advanced sanitary fittings and embracing automated sterilization, facilities significantly reduce their microbial risks. The combination of precision-engineered valves and robust cleaning protocols ensures that every batch of fine powder remains pure and uncontaminated.
Case Study: Resolving Clogging Issues
To demonstrate the real-world impact of specialized engineering, we want to share a recent experience involving a major dairy processing client in New Zealand. This facility was processing premium infant milk powder, a product that demands the highest possible sanitary standards due to the vulnerability of the end consumers.
The client reached out to our technical support team facing a serious crisis. They were experiencing frequent pipeline clogging and alarming instances of cross-contamination between different nutritional batches. Their production line was suffering, and the maintenance team was overwhelmed.
“We are spending more time tearing down the line to clean out compacted milk powder than we are actually producing it. The generic valves we currently use are creating massive bottlenecks and unacceptable microbial risks.”
Our Doebritz engineering team immediately analyzed their technical drawings and operational parameters. The root cause quickly became clear. The client was using standard, generic rotary valves with square-flanged transitions and unpolished internal surfaces. The infant milk powder, which is inherently sticky and sensitive to friction, was accumulating in the microscopic crevices and dead zones of these generic valves. Over hours of operation, this buildup degraded, hardened, and eventually caused severe clogging. Furthermore, the trapped powder became a breeding ground for bacteria, leading directly to the cross-contamination problems they were experiencing.
To resolve this, we engineered a comprehensive upgrade. We replaced their generic units with our specialized Doebritz quick-clean rotary valve series. These valves were manufactured from 316L stainless steel with FDA-compliant polished internals, achieving an Ra value of 0.4 micrometers to ensure a glass-like finish. We integrated quick-release rotor rails, allowing their operators to slide the rotor out completely for inspection without removing the valve from the conveying line. Additionally, we worked with their automation team to optimize the pneumatic conveying speed, reducing the friction that was contributing to powder degradation.
The results of this targeted intervention were immediate and transformative. By implementing our engineered solution, the client achieved a 75% reduction in cleaning downtime during batch changeovers. They reported saving over 15 cleaning hours per week, dramatically increasing their overall production capacity. Most importantly, subsequent quality control swabbing confirmed the complete elimination of cross-contamination events. This case clearly illustrates why relying on specialized, precision-machined equipment is non-negotiable when handling sensitive food-grade powders. The success in New Zealand stands as a testament to our rigorous approach to problem-solving. We do not simply supply parts; we analyze the entire pneumatic dynamic. By addressing the root cause rather than just the symptoms, we provided a sustainable, long-term solution that protected their infant formula products and restored full operational confidence to their engineering staff.
Connect With Doebritz Engineering Team
Protecting the integrity of your powder processing line is a critical responsibility. As we have outlined throughout this guide, investing in a properly engineered hygienic pneumatic conveying system for fine food powder FDA compliant is the only definitive way to eliminate contamination risks, ensure regulatory compliance, and maintain peak operational efficiency. Generic equipment simply cannot meet the demanding requirements of volatile food powders and strict sanitation protocols.
At Doebritz, our commitment to manufacturing excellence and uncompromising food safety remains the foundation of our business. We take pride in building rotary valves that solve complex engineering challenges, delivering peace of mind to plant operators around the world. Whether you are designing a new facility from the ground up or looking to eliminate clogging and contamination issues in an existing line, our technical experts are ready to help.
We invite you to reach out for custom solutions, specialized technical inquiries, or comprehensive rotary valve upgrades. Please leave your contact information or send your detailed technical drawings to our engineering team for a thorough evaluation. Our team is dedicated to providing fast, precise feedback on your unique material handling requirements. Partner with us to engineer a safer, more efficient future for your food processing operations, ensuring every batch meets the highest global standards.