





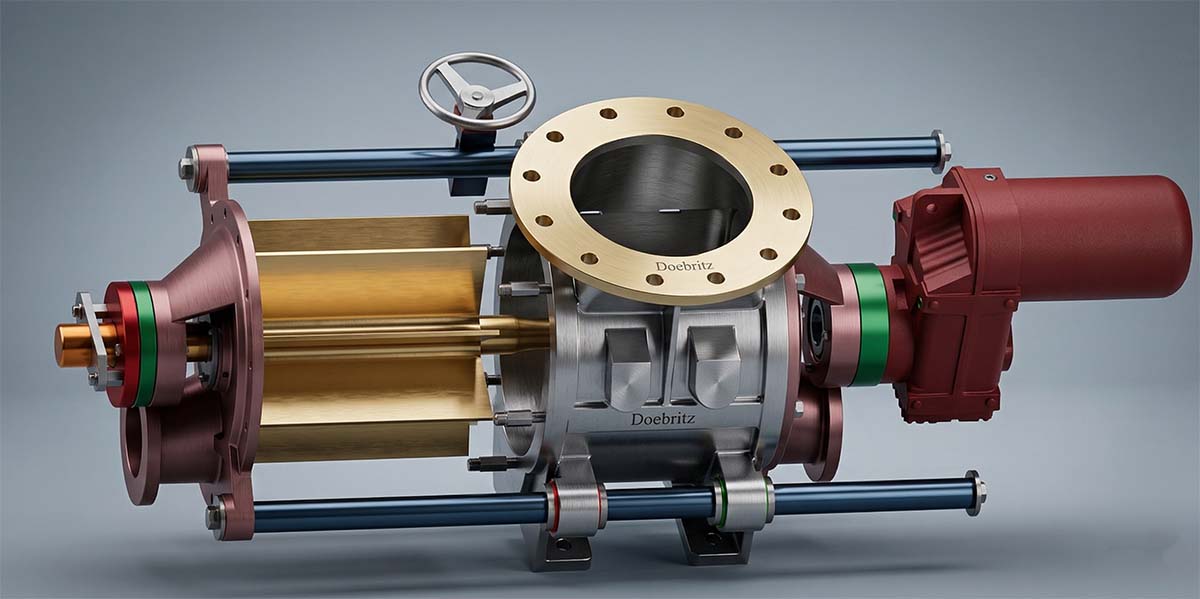

Welcome to Doebritz Valve Expertise
Here at Doebritz, we welcome you to our technical knowledge base. As a dedicated airlock valve manufacturer specializing in powder handling, we know that ready-made components often fail under the tough demands of industrial processing. Standard valves might work fine for basic gravity-fed setups, but when they are built into complex pressure or vacuum lines, they frequently fall short. This leads to serious system inefficiencies, product damage, and unplanned downtime. Our main goal today is not simply to give you a generic sales pitch. Instead, we want to share our hands-on engineering experience and deep industry knowledge directly with you.
We believe that well-informed procurement managers, process engineers, and plant operators make the best decisions for their facilities. Choosing the right partner is absolutely critical for the long-term success and reliability of your operations. We have spent countless hours refining our designs, studying mechanical failure modes, and building strong, leak-proof solutions that can stand up to the harshest manufacturing environments. Through this detailed guide, we aim to give you the exact technical standards you need to evaluate potential partners and understand why specialized engineering makes a real difference in your day-to-day operations. We invite you to explore the physics of air leakage, the vital importance of material selection, and real-world applications where our targeted solutions have completely transformed powder handling efficiency.
Mastering Pressure Differentials in Conveying
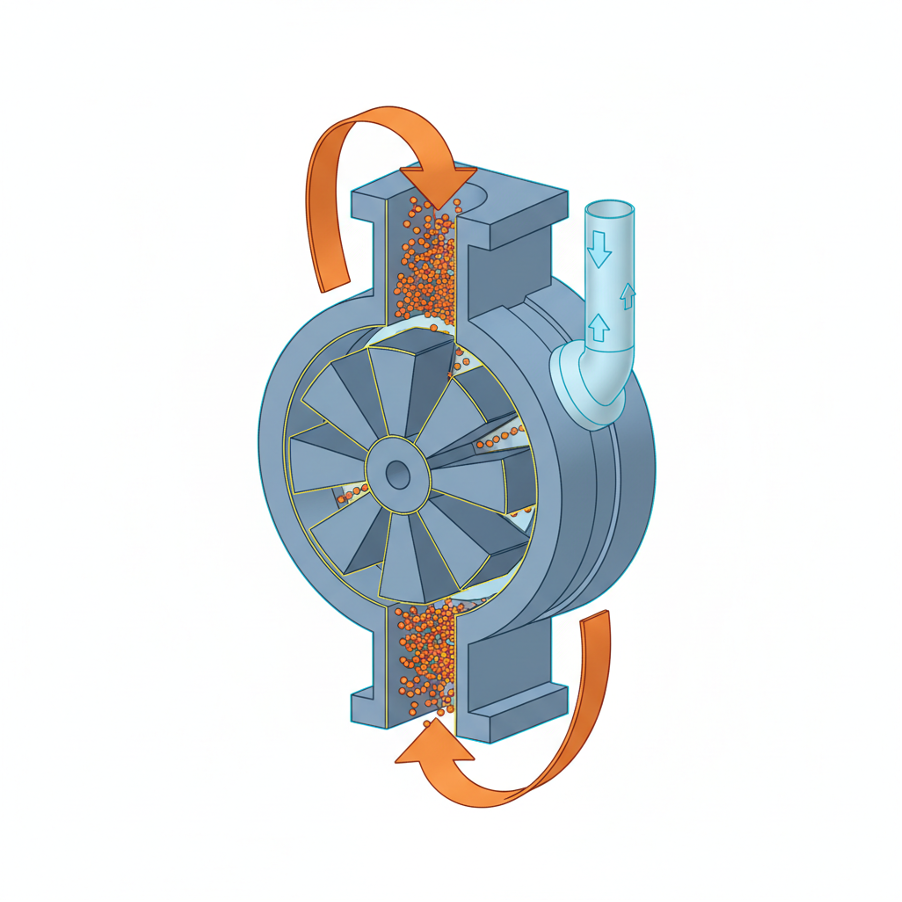
Tackling the most critical technical challenge in any pressurized bulk transport line requires a solid understanding of the physics of air leakage, commonly called blow-by. In both positive pressure and vacuum conveying lines, the valve acts as the key seal between environments with different atmospheric conditions. When material drops into the rotor pockets, the empty pockets returning to the inlet carry pressurized air along with them. If this blow-by is not carefully managed, it disrupts the downward flow of incoming material and sharply reduces the volumetric efficiency of the entire operation. On top of that, improper rotor clearance tolerances make this problem worse by allowing high-velocity air to escape between the rotor tips and the inside of the housing. This escaping air can fluidize the product too early or cause bridging and ratholing in the hopper above.
This exact situation is why industrial buyers must partner with a specialized rotary airlock valve manufacturer for pneumatic conveying systems rather than relying on a generic supplier who lacks expertise in fluid dynamics. A specialized partner knows how to calculate and reduce the pressure differential across the valve interface. To show how operating conditions drive engineering requirements, we have put together a reference table based on our extensive field data that maps operating pressure to required clearances.
| Operating Pressure | Required Rotor Clearance | Recommended Rotor Configuration | Application Suitability |
| Up to 3 PSI (0.2 Bar) | 0.006 to 0.008 inches | 6-vane open or closed rotor | Light duty, gravity feed, low differential |
| 3 to 7 PSI (0.2 – 0.5 Bar) | 0.004 to 0.006 inches | 8-vane closed end rotor | Medium duty pneumatic conveying |
| 7 to 15 PSI (0.5 – 1.0 Bar) | 0.003 to 0.004 inches | 10-vane closed end, beveled tips | Heavy duty dense phase conveying |
| Vacuum up to 15 Hg | 0.003 to 0.005 inches | 8-vane or 10-vane closed end | High vacuum material extraction |
Understanding these parameters is essential for system stability. When clearances are too tight, thermal expansion can cause the rotor to seize up completely. When they are too loose, the resulting blow-by destroys the conveying velocity profile. By engineering the exact clearance for your specific pressure differential, we make sure your system maintains the best possible throughput without putting the mechanical integrity of the rotary components at risk.
Controlling Leakage in Bulk Handling
Going beyond pressure control, the next critical area is material matching and extreme wear resistance. When processing abrasive bulk solids like cement, fly ash, or specialized chemical powders, standard cast iron or aluminum components break down quickly.
As the abrasive particles grind against the internal surfaces, they wear away the precise clearances we just discussed. This degradation rapidly increases air leakage, which leads to unavoidable system failure. This reality highlights the enormous value of working with a custom rotary airlock valve supplier for bulk material handling that can adjust the material properties to fit your specific product. Through custom engineering rather than off-the-shelf compromises, we can apply advanced treatments such as Ni-Hard casting or specialized Tungsten Carbide coatings to the rotor tips and housing bore. These material upgrades dramatically extend the working life of the equipment, even under continuous, highly abrasive operating conditions.
Beyond that, mechanical wear is often made worse by material shearing and jamming at the inlet. To address this, our housing designs include specialized shear deflectors and carefully engineered venting arrangements. Proper venting is a crucial engineering consideration: by integrating an active body vent port to release displaced pocket air before it reaches the material inlet, we can reduce volumetric efficiency losses by up to twenty-five percent in dense-phase applications. Temperature also plays a major role in material selection. For example, the rate at which aluminum expands is roughly twice that of standard cast iron under the same thermal stress. If a facility pumps hot abrasive materials through an aluminum valve, the rotor will likely seize as temperatures shift. As an experienced airlock valve manufacturer, we study the thermal and abrasive profile of your bulk solids to identify the exact housing material and rotor metallurgy required. We also look at the particle size distribution to determine whether relieved rotor tips are needed to prevent smearing and damage to delicate compounds. In the end, a custom rotary airlock valve supplier for bulk material handling must treat the valve not as a passive chute, but as an active, dynamically sealed instrument that is carefully matched to the exact physical characteristics of your product flow.
Solving Powder Handling in Germany
To show the real-world impact of our engineering approach, we regularly document our field interventions. One notable case study involves a major chemical processing plant located in Germany, which clearly illustrates the critical need for specialized help in highly demanding environments.
The Problem
The client needed to process and transport highly abrasive titanium dioxide powder within a high-pressure, dense-phase pneumatic conveying system. They had previously installed standard rotary valves from a generic supplier, assuming the equipment could handle the workload. However, the abrasive nature of the titanium dioxide acted like liquid sandpaper on the internal components. Within just a few weeks of operation, the standard open-ended rotors suffered severe wear, destroying the critical tolerances between the rotor tips and the housing. This rapid degradation caused massive air blow-by, which in turn led to serious conveying line blockages as the conveying gas escaped upward instead of pushing the material forward. The facility faced costly downtime, forcing maintenance crews to constantly stop production to clear blocked lines and replace worn-out valve components.
The Solution
The facility operators contacted the Doebritz technical support team for an urgent consultation. We quickly sent our engineers to analyze the pneumatic line pressure and the specific abrasive profile of the titanium dioxide. Our assessment showed that standard metallurgy and open rotor designs were fundamentally unsuited for this application. We proposed a thorough custom solution designed specifically for their operating conditions. We engineered and built a heavy-duty valve featuring a closed-end rotor to protect the endplates from abrasive scoring. To fight the severe wear on the rotor tips and housing bore, we applied a specialized tungsten carbide coating, greatly increasing the surface hardness. Importantly, we also built a custom body vent port into the housing design.
This change successfully redirected the displaced high-pressure air away from the material inlet, ensuring a smooth and uninterrupted downward flow of the titanium dioxide. After our engineered solution was installed, the plant experienced a dramatic improvement. The customized valve completely eliminated the conveying line blockages, and maintenance intervals were extended from a few weeks to over eighteen months of continuous, trouble-free operation. This success strengthens our reputation as a premier custom rotary airlock valve supplier for bulk material handling, proving that targeted technical expertise delivers significant operational and financial benefits.
Upgrade Your Pneumatic Conveying System
The complexities of industrial bulk solid transportation demand far more than basic mechanical fabrication. As we have covered in detail throughout this guide, partnering with a highly specialized manufacturer is absolutely vital for maintaining strict pressure control, reducing destructive blow-by, and applying the extreme wear resistance needed for handling highly abrasive materials. From calculating precise rotor clearances based on complex pressure differentials to selecting advanced material coatings like tungsten carbide, every engineering decision directly affects the efficiency and lifespan of your entire production line.
Doebritz remains firmly committed to engineering excellence and specialized problem-solving. We refuse to cut corners on material quality because we understand the enormous operational costs that come with unexpected equipment failure. If your facility is currently dealing with premature valve wear, frustrating conveying line blockages, or inefficient material flow, it is time to upgrade your infrastructure with components designed specifically for your unique challenges. We strongly encourage procurement managers, process engineers, and plant operators facing complex material handling problems to reach out to our expert technical team for a full system consultation. Let us review your operating parameters and engineer a strong, leak-proof solution tailored to your exact needs. Contact us today by sending your technical inquiries directly to sales@rotaryvalveco.com and secure the long-term reliability your facility truly deserves.