





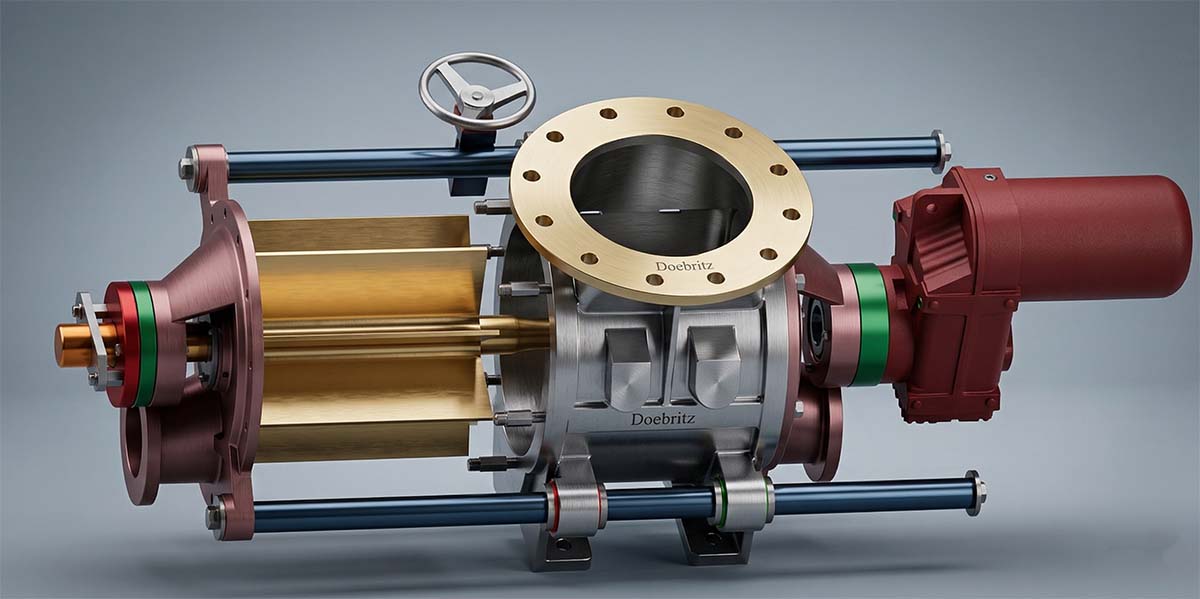
Pneumatic conveying system manufacturers certified food grade powder handling guarantee safety by engineering sanitary, crevice-free equipment that eliminates microbial growth and prevents cross-contamination. As a lead engineering consultant and bulk material handling specialist at Doebritz, I have spent my career designing and implementing sanitary conveying solutions for some of the most demanding food processing facilities worldwide.
Over the course of countless plant installations, I have witnessed firsthand the disastrous consequences that occur when facilities underestimate the complexities of moving delicate, consumable bulk solids through pipelines. The difference between a smooth, compliant operation and a facility plagued by product recalls always comes down to the equipment you choose. When you are dealing with dairy powders, baker’s flour, or infant formula, the stakes are incredibly high. A single batch contaminated by degrading seals or bacterial buildup in a hidden pipe crevice can cost a company millions in lost revenue, legal liabilities, and irreparable brand damage.
This comprehensive guide is designed to navigate the intricate landscape of compliance, technical equipment selection, and real-world problem-solving. We at Doebritz believe that transparency and engineering excellence are the only ways to build trust, which is why I am sharing our practical insights on how to protect your pristine food powders from the moment they enter the silo to the final packaging line.
Why Prioritize Certified Food Grade Handlers?
Prioritizing certified handlers ensures your production line complies with strict hygiene laws and prevents catastrophic product recalls. The food processing sector operates under some of the most stringent regulatory frameworks on the planet, and for good reason.
When plant engineers and procurement managers begin sourcing equipment for a new facility or upgrading an existing line, there is often a dangerous misconception that simply requesting “food-grade materials” is sufficient. However, merely constructing a rotary valve or a conveying pipeline out of stainless steel does not make it suitable for food contact. There is a vast, critical distinction between generic industrial equipment built with stainless steel and a system that has been engineered from the ground up by experts who understand sanitary design principles.
Working with manufacturers who hold verifiable sanitary certifications such as those from the FDA, USDA, or 3-A Sanitary Standards is an absolute necessity, not a luxury. These certifications are not merely stamps of approval; they represent a rigorous, audited methodology of engineering that dictates every single aspect of the equipment’s geometry, material composition, and cleanability.
When you compromise on these standards to save on upfront capital expenditures, you are essentially planting a ticking time bomb in your production process. The legal and financial stakes of non-compliance in the food sector are monumental. Regulatory bodies have the authority to shut down operations entirely if they detect unsanitary conditions, and the cost of recalling a contaminated product far outweighs the premium paid for properly certified equipment.
What Do Strict Hygiene Standards Mandate?
Strict hygiene standards mandate crevice-free designs, sanitary welds, and easily cleanable components to prevent bacterial growth. To truly understand why you need certified manufacturers, you must look at the granular details of what these standards require. For instance, in the dairy and infant formula industries, 3-A sanitary standards dictate extremely precise surface finish requirements.
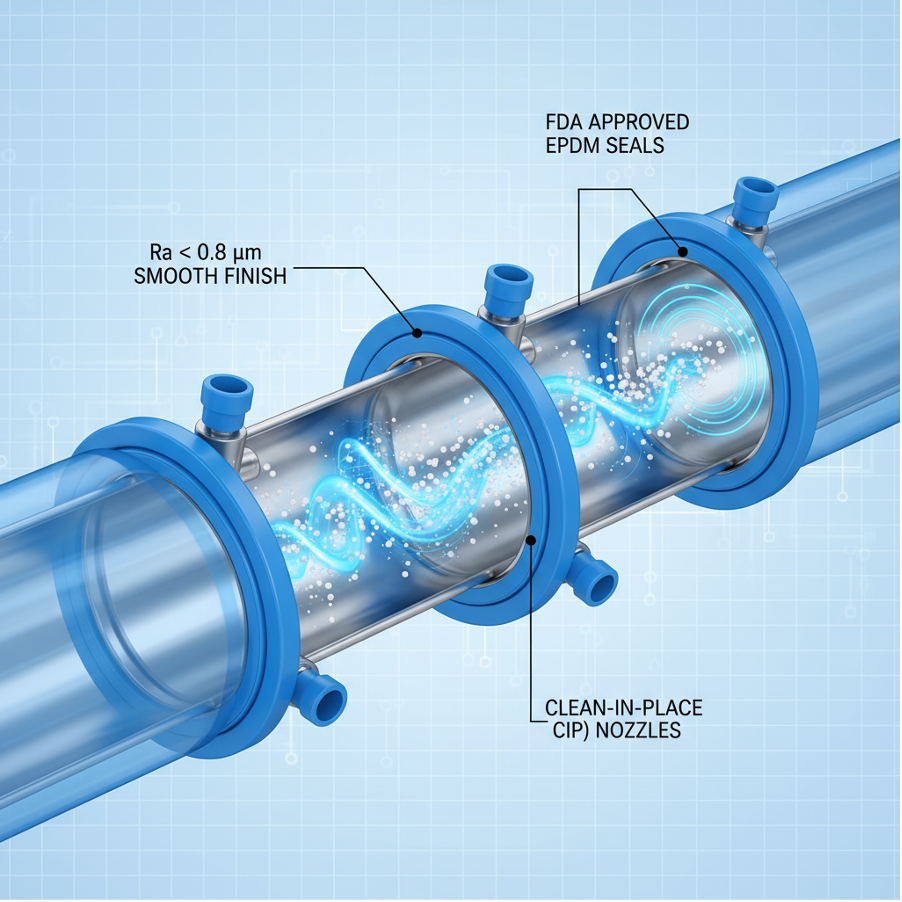
The internal surfaces of all product-contact components, including pipes, valves, and diverters, must possess a maximum roughness average. Specifically, we engineer our systems to achieve an Ra value of 0.8 micrometers or 32 microinches, and in some highly sensitive applications, we polish down even further. This microscopic smoothness is non-negotiable because any microscopic pit or scratch in the metal can serve as a safe harbor for dangerous pathogens like Salmonella or Listeria.
Furthermore, strict hygiene standards require that systems be designed for either Clean-In-Place or Clean-Out-of-Place procedures without requiring specialized tools. This means every corner must have a specific minimum radius to ensure cleaning fluids can sweep through effectively without leaving dead zones. The welds joining the pipe sections cannot be standard industrial welds; they must be ground perfectly flush and polished to match the surrounding metal. Even the elastomers and gaskets used in the system must be FDA-approved, non-toxic, non-absorbent, and resistant to degradation from the harsh caustic chemicals used during the daily cleaning cycles.
How Do Uncertified Systems Risk Contamination?
Uncertified systems risk contamination by utilizing improper materials that degrade over time, leading to foreign particle ingress and microbial harboring. When a facility attempts to retrofit standard industrial pneumatic systems for food applications, the hidden dangers multiply rapidly.
One of the most common issues I encounter when auditing non-compliant plants is the presence of dead legs within the piping network. These are sections where powder can accumulate out of the main flow path. In an uncertified system, these static powders absorb ambient moisture, creating the perfect breeding ground for microbial colonization. When a pressure surge eventually dislodges this spoiled material, it mixes directly into the fresh product stream, destroying the entire batch. Another severe risk stems from the use of standard industrial rubber seals and gaskets. These materials are not formulated to withstand the rigorous, high-temperature chemical washes required in food plants. Over time, the harsh cleaning agents cause these uncertified seals to become brittle and flake apart. This leads to the dreaded phenomenon of black specks appearing in pristine white food powders. Once foreign particulate matter like degraded rubber enters your product stream, separating it out is nearly impossible, resulting in massive product waste and severe regulatory penalties. Relying on uncertified systems is a gamble that inevitably ends in operational disaster.
Which Phase Suits Fragile Food Powders?
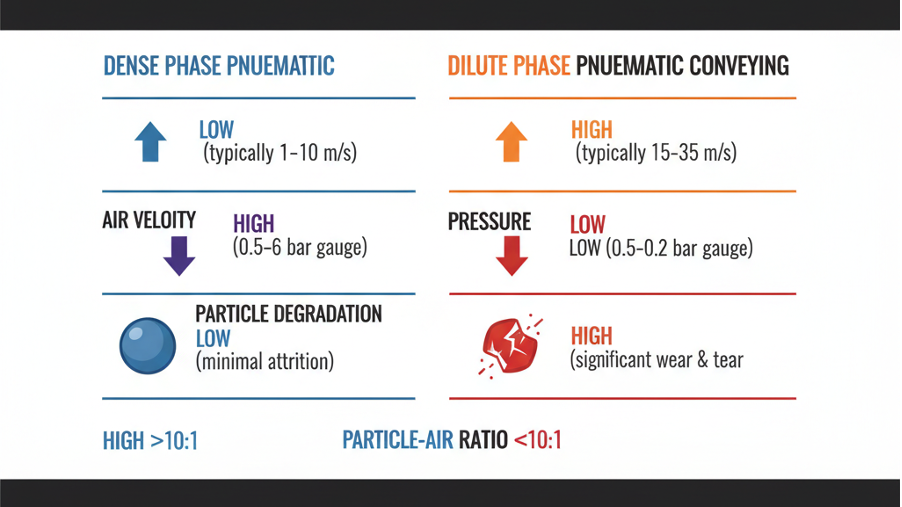
Dense phase pneumatic conveying is the superior choice for fragile food powders because it moves materials slowly and gently, minimizing degradation. Once you have secured a sanitary, compliant design, the next monumental engineering decision involves the actual physics of how you move the material.
In the realm of bulk material handling, engineers generally choose between two primary methodologies. The debate between dense phase vs dilute phase pneumatic conveying for fragile food powders is one of the most critical discussions I have with my clients at Doebritz.
Dilute phase systems operate by suspending the powder particles in a high-velocity stream of air, essentially blowing the material through the pipes at very high speeds. Conversely, dense phase systems use a much higher pressure but a significantly lower volume of air to push the material through the pipeline slowly. For robust, indestructible materials, either method might suffice. However, when you are dealing with highly engineered, agglomerated, or spray-dried food ingredients, the morphology of the particle is everything.
The consumer’s experience, the product’s solubility, and the bulk density specifications all rely on the physical structure of that powder remaining completely intact from the mixer to the packaging machine. Choosing the wrong conveying phase will literally pulverize your profits.
When Is Dilute Phase A Mistake?
Dilute phase is a mistake when handling delicate ingredients like infant formula or instant coffee, as the high velocity causes severe particle breakage. The fundamental mechanics of dilute phase conveying require air velocities that typically exceed three thousand feet per minute just to keep the material suspended in the airstream. While this is highly effective for moving flour or sugar quickly, it is absolutely devastating for delicate agglomerates.
Imagine taking perfectly formed, fragile instant coffee granules and shooting them through a stainless steel pipe at hurricane speeds. As the particles travel, they constantly scrape against the pipe walls and violently impact the sweeping elbows of the pipeline. This high-speed friction and continuous impact cause severe attrition. The delicate outer structures of the powder are smashed into fine dust. When this happens, the carefully engineered properties of the food product are destroyed. The bulk density shifts dramatically, meaning the powder will no longer fit correctly into its designated retail packaging, leading to overfilling or underfilling issues.
Furthermore, the creation of excessive fine dust ruins the instant solubility of products like infant formula, causing it to clump when the end consumer mixes it with water. For any plant processing fragile ingredients, relying on dilute phase technology is a fundamental engineering error.
Why Does Dense Phase Protect Integrity?
Dense phase protects integrity by using high pressure and low velocity to push material in slugs, drastically reducing friction and impact. This is precisely why evaluating dense phase vs dilute phase pneumatic conveying for fragile food powders always leads us to recommend the former for sensitive applications.
Instead of suspending the particles in a chaotic, high-speed wind tunnel, dense phase technology operates on a completely different principle. It utilizes high-pressure compressed air to gently extrude the powder through the pipeline in distinct waves or slugs. The material moves at a fraction of the speed, often below one thousand feet per minute. Because the velocity is so low, the abrasive friction against the pipe walls is virtually eliminated. The particles are not flying freely and smashing into elbows; they are moving cohesively as a dense mass. This gentle slug flow mechanism is the ultimate protector of particle morphology. It preserves the exact physical structure of the fragile food powders, ensuring that the critical bulk density remains stable and the instantized properties are perfectly maintained.
When we implement these low-velocity systems, our clients consistently report a dramatic reduction in product degradation, ensuring that the final product reaching the consumer’s kitchen performs exactly as the food scientists intended.
How Did Doebritz Solve Production Nightmares?
Doebritz solved severe powder degradation and hygiene compliance issues by engineering a custom sanitary dense phase system for a demanding client. Theory and engineering principles are essential, but the true test of any manufacturer is their ability to diagnose and cure acute production nightmares in the real world. At Doebritz, we do not just sell off-the-shelf components; we provide comprehensive, highly specialized engineering interventions. I want to share a specific, detailed account of how our technical expertise rescued a major food processing facility from the brink of operational failure. This case study perfectly illustrates the intersection of sanitary compliance and advanced conveying physics, demonstrating exactly why partnering with a specialized, certified manufacturer is the most critical decision a plant manager can make.
What Was The Australian Dairy Challenge?
An Australian infant formula plant faced unacceptable powder breakage and frequent cross-contamination due to an outdated, non-compliant dilute phase system. A few years ago, I received an urgent call from the plant director of a premium infant formula manufacturing facility located in Victoria, Australia. They were facing a crisis that threatened their most lucrative export contracts.
The facility was producing a highly specialized, spray-dried infant formula that required exact particle agglomeration to ensure rapid solubility in warm water. However, their quality control laboratory was reporting massive failure rates. The powder reaching the packaging line was completely pulverized, resulting in a dusty, non-soluble final product that clumped terribly when tested.
Furthermore, they were terrified of an impending hygiene audit. During our initial consultation, the plant director explained that their current system was a high-velocity dilute phase setup that had been hastily installed by a general industrial contractor. The high speeds were literally smashing their premium formula to dust against the elbows of the piping. To make matters worse, the rotary valves feeding the system were not genuinely food-grade. They possessed hidden crevices near the rotor shafts where stale powder was accumulating, and the standard rubber seals were beginning to degrade under the stress of daily caustic washdowns.
They were failing internal swab tests for bacterial loads, and they knew it was only a matter of time before a formal regulatory audit shut them down entirely. They needed a complete overhaul, and they needed it engineered flawlessly.
How Did Our Technical Support Succeed?
Our technical support succeeded by conducting on-site audits and installing a custom-designed, 3-A certified dense phase rotary valve system that eliminated product degradation. I immediately flew out to the Australian facility with my lead engineering team to conduct a comprehensive on-site diagnostic audit. We mapped out their entire process flow, analyzed the rheology and fragility of their specific infant formula powder, and calculated the exact degradation rates occurring within their existing pipelines. The solution was clear, but it required precision execution. We completely ripped out their high-velocity dilute phase blowers and replaced the entire architecture with a custom-engineered Doebritz dense phase system.
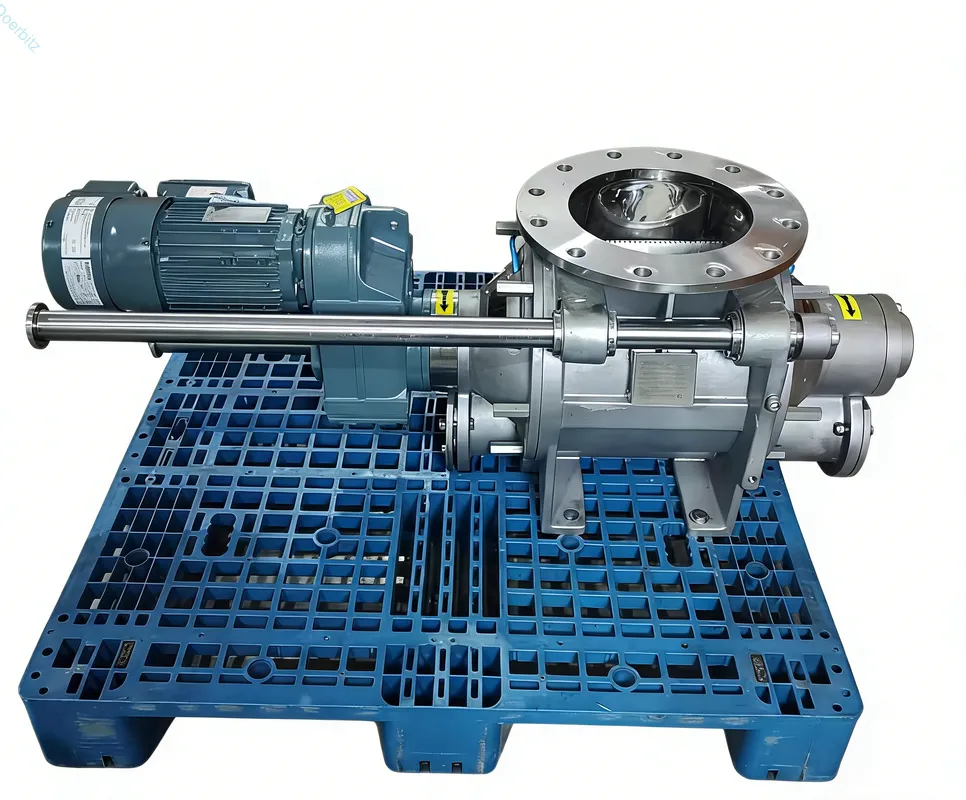
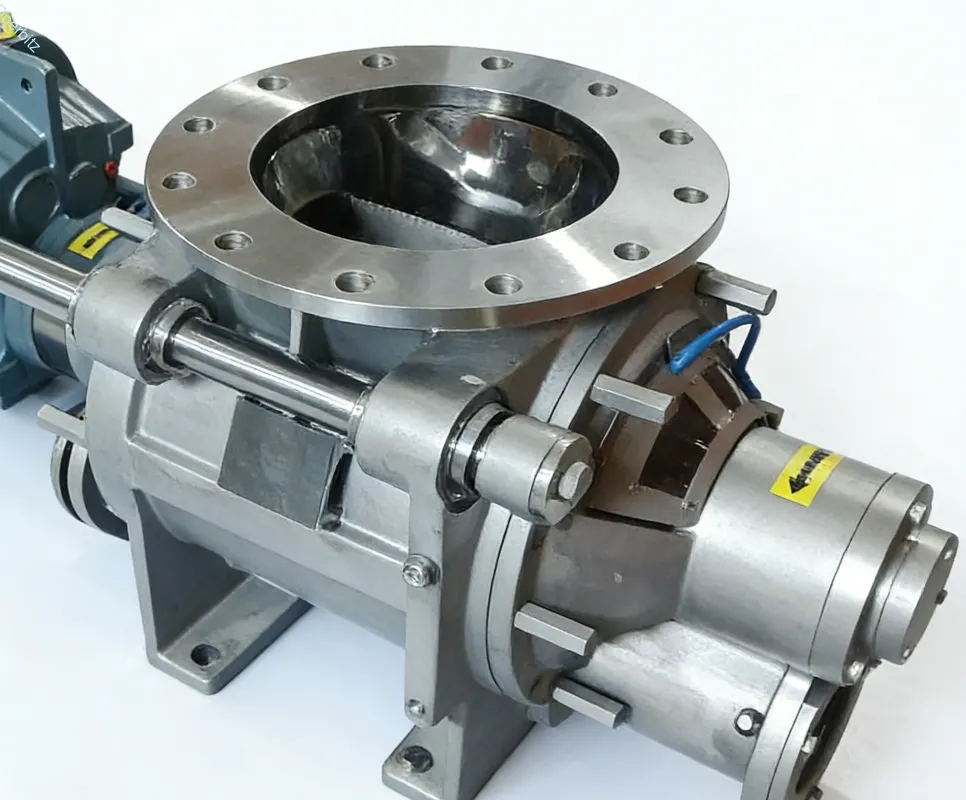
By shifting to a high-pressure, low-velocity slug flow model, we fundamentally changed how their delicate powder moved through the plant. To address the severe hygiene violations, we installed our proprietary, 3-A certified easy-clean rotary valves. These valves were machined from premium 316L stainless steel with an internal surface finish polished to an Ra of 0.6 micrometers. We implemented FDA-compliant, high-temperature seals and designed the rotors on a slide-rail mechanism, allowing their sanitation crew to extract and clean the entire internal assembly in minutes without any tools.
The transformation was measurable and immediate. The gentle conveying phase preserved the agglomerated structure of the infant formula perfectly, restoring the instant solubility of their premium product. More importantly, the crevice-free design of our equipment eliminated all bacterial harboring zones.
Following our installation, the facility passed their stringent international hygiene audits with zero non-conformances. This is the caliber of problem-solving you secure when you partner with true industry experts.
How To Evaluate Top System Manufacturers?
You should evaluate top system manufacturers based on their verifiable certifications, custom engineering capabilities, and proven track record with delicate food ingredients. The market is flooded with equipment suppliers claiming to offer sanitary solutions, but separating the true experts from the generalists requires a strategic evaluation process.
When you are tasked with finding the best pneumatic conveying system manufacturers food-grade powders demand, you cannot rely on glossy brochures alone. You must dig deep into their engineering philosophy, their manufacturing tolerances, and their willingness to provide bespoke solutions rather than forcing your process to fit their standard catalog items. Your evaluation should be ruthless because the safety of your consumers and the integrity of your brand are entirely dependent on the equipment you choose to install.
What Makes Doebritz Stand Out Globally?
Doebritz stands out globally because we combine decades of specialized manufacturing expertise with rigorous food safety certifications and personalized engineering support. We have built our reputation on refusing to compromise. Unlike massive conglomerates that produce equipment for everything from cement to plastics, Doebritz is hyper-focused on the sanitary handling of bulk solids.
We understand powder rheology on a microscopic level. We know exactly how a specific fat-filled dairy powder will behave under pressure, and we know exactly how to design a pipeline to prevent it from smearing or degrading. Every single component that leaves our manufacturing floor is accompanied by comprehensive material traceability documentation, proving that the exact batch of stainless steel used meets all international sanitary standards.
We do not just ship crates of equipment; we engineer complete, compliant solutions tailored to the exact layout and operational goals of your facility. Our dedicated engineers work alongside your team from the initial conceptual design phase through the final commissioning and operator training, ensuring that the system performs flawlessly in the real world.
What Questions Should You Ask Suppliers?
You must ask suppliers for proof of FDA or 3-A compliance, material traceability reports, and references from similar food industry projects. To ensure you are truly engaging with the best pneumatic conveying system manufacturers food-grade powders require, you need to arm yourself with the right questions during the procurement phase.
First, demand to see their actual certification certificates, not just a statement that their equipment is built to a certain standard. Ask them to explain their welding and polishing procedures, and request specific data on the surface roughness averages they guarantee.
Second, inquire about their testing capabilities. A reputable manufacturer will always offer to run your specific powder through a full-scale test loop in their laboratory to prove their velocity and pressure calculations before you sign a purchase order. Ask them how their equipment handles clean-in-place procedures and request a demonstration of how quickly their rotary valves can be disassembled for inspection.
Finally, demand detailed case studies and references from other food processing plants that handle powders with similar fragility and hygiene requirements.
If a supplier hesitates to provide transparent documentation or cannot speak intelligently about the difference in particle degradation between conveying phases, they are not the right partner for your facility.
How Can You Contact Doebritz Today?
You can contact Doebritz today by reaching out to our dedicated engineering team via email at sales@rotaryvalveco.com for a custom consultation. If your facility is currently struggling with unexplained product degradation, frequent cross-contamination issues, or anxiety over impending hygiene audits, the time to act is now.
Continuing to operate with uncertified, high-velocity equipment is a risk that is never worth the perceived cost savings. The damage to your brand reputation and the financial losses associated with ruined batches will always exceed the investment required to install a properly engineered, compliant system.
We are here to help you solve these complex engineering challenges. Whether you are building a state-of-the-art infant formula plant from the ground up or you desperately need to retrofit an existing bakery line that is failing sanitary inspections, our team has the expertise to guide you. I encourage you to gather your system requirements, your plant layout drawings, and your specific powder bulk density specifications. Reach out directly to our engineering specialists by sending an email to sales@rotaryvalveco.com.
Let us analyze your current bottlenecks and begin crafting a tailored, highly compliant dense phase solution that will protect your product integrity, guarantee your regulatory compliance, and optimize your production efficiency for decades to come. Optimize your process with Doebritz, the trusted name in sanitary bulk material handling.